Термины и определения основных понятий в области числового программного управления металлорежущим оборудованием устанавливает ГОСТ 20523-80.
Числовое программное управление станком (ЧПУ) — управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.
Устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта, называют устройством числового программного управлении (УЧПУ).
|
|
|
Различают аппаратное и программируемое УЧПУ. В аппаратном (NC) устройстве алгоритмы работы реализуются схемным путем и не могут быть изменены после изготовления устройства. Эти устройства выпускают для различных групп станков: токарных («Контур-2ПТ», Н22), фрезерных («Контур-ЗП», НЗЗ), координатно-расточных («Размер-2М», ПЗЗ) и т. д. Такие УЧПУ изготовляют с вводом управляющей программы на перфоленте. В программируемых устройствах (CNC) алгоритмы реализуются с помощью программ, вводимых в память устройства и могут быть изменены после изготовления устройства. Устройства УЧПУ типа CNC включает малую ЭВМ, оперативную память и внешний интерфейс.
Система числового программного управления (СЧПУ) представляет собой совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих ЧПУ станком.
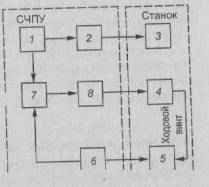
Основной функцией СЧПУ является управление приводами подач станков в соответствии с заданной программой, а дополнительными — смена инструмента и т. д. На рис. 111 представлена обобщенная структурная схема СЧПУ. Схема работает следующим образом: устройство 1 ввода программы преобразовывает ее в электрические сигналы и направляет в устройство 7 отработки программы, которое через устройство 8 управления приводом воздействует на объект регулирования — привод 4 подач. Подвижную часть станка, связанную с приводом 4 подач, контролирует датчик 5, включенный в цепь главной обратной связи.

|
С датчика 5 через устройство 6 обратной связи информация поступает в устройство 7 отработки программы. Здесь происходит сравнение фактического перемещения с заданным по программе для внесения соответствующих коррективов в производимые перемещения. С устройства 1 электрические сигналы также поступают в устройство 2 для реализации дополнительных функций.
Устройство 2 воздействует на исполнительные элементы 3 технологических команд (двигатели, электромагниты, электромагнитные муфты и др.), при этом исполнительные элементы включаются или выключаются. Достоинство станков с ЧПУ — быстрое переналаживание без смены или перестановки механических элементов. Нужно только изменить вводимую в станок информацию и он начнет работать по другой программе, т. е. обрабатывать другую заготовку (деталь). Высокая универсальность станков с ЧПУ удобна в тех случаях, когда нужен быстрый переход на изготовление другой детали, обработка которой на обычных станках требует использования специальной оснастки.
|
|
|
|
|
|
|
|

|
|
|
|
|
|
|
|
Рис. 2. Обобщенная структурная схема СЧПУ: 1 – устройство ввода программы; 2 – устройство реализации дополнительных функций; 3 – исполнительные элементы; 4 – привод подач; 5- датчик; 6 – устройство обратной связи; 7 – устройство обработки программы; 8 – устройство управления приводом
Точность размеров и формы обрабатываемой детали, а также требуемый параметр шероховатости поверхности обеспечиваются жесткостью и точностью станка, дискретностью и стабильностью позиционирования и ввода коррекции, а также качеством СЧПУ.
Конструктивно системы ЧПУ бывают разомкнутыми, замкнутыми и самонастраивающимися; по виду управления движением — позиционными, прямоугольными, непрерывными (контурными).
Системы ЧПУ разомкнутого вида используют один поток информации. Программу считывает устройство, в результате чего на выходе последнего появляются командные сигналы, которые после преобразования направляют к механизму осуществляющему перемещение исполнительных органов станка (например, суппортов). Контроль соответствия действительного перемещения заданному отсутствует.
В замкнутых СЧПУ для обратной связи используются два потока информации. Один поток поступает от считывающего устройства, а второй — от устройства, измеряющего действительные перемещения суппортов, кареток или других исполнительных органов станка.
У самонастраивающихся систем (CNC) информация, поступающая от считывающего устройства корректируется с учетом поступающих из блока памяти сведений о результатах обработки предыдущей заготовки. За счет этого повышается точность обработки, так как изменения условий работы запоминаются и обобщаются в устройствах самонастройки памяти станка, а затем преобразуются в управляющий сигнал. От простых СЧПУ CNC отличается автоматической приспособляемостью процесса обработки заготовки к изменяющимся условиям обработки (по определенным критериям) для лучшего использования возможностей станка и инструмента. Станки с простой СЧПУ отрабатывают программу без учета действия случайных факторов, например припуска, твердости обрабатываемого материала и состояния режущих кромок инструмента. CNC, в зависимости от поставленной задачи и методов ее решения разделяют на системы регулирования какого-либо параметра (например, скорости резания и т. д.) и системы, обеспечивающие поддержание наибольшего значения одного или нескольких параметров.
Системы ЧПУ, обеспечивающие точную установку исполнительного механизма в заданное положение, называют позиционными. Исполнительный орган в этом случае в определенной последовательности обходит заданные координаты по осям Х и У (рис. 3, а). При этом сначала выполняется установка (позиционирование) исполнительного органа в точке с заданными координатами, а затем — наработка. Разновидностью позиционных СЧПУ являются прямоугольные СЧПУ, в которых программируются не точки, а отдельные у и резки, но при этом продольная и поперечная подачи разделены во времени.
Системы ЧПУ (рис. 3, 6) обеспечивающие последовательное иключение продольной и поперечной подач станка при обработке поверхности ступенчатой формы, называют прямоугольными. Эти СЧПУ используют в токарных, карусельных, револьверных, фрезерных и других станках. Обработку ступенчатых валов и других деталей с прямоугольными контурами выполняют только по траектории, параллельным направлению перемещений рабочих органов.
Системы ЧПУ (рис. 3, в), обеспечивающие непрерывное управление рабочими органами в соответствии с заданными законами изменения их пути и скорости перемещения для получения необходимого контура обработки, называют контурными. При этом инструмент движется относительно заготовки по криволинейной траектории, которая получается в результате сложения движений по двум (плоская криволинейная траектория) или трем (пространственная криволинейная траектория) прямолинейным координатам. Такие СЧПУ применяют в токарных и фрезерных станках при изготовлении деталей с фасонными поверхностями. Подача s инструмента в каждый момент обработки складывается из поперечной S  и продольной
и продольной  подач. Следовательно, перемещения инструмента по различным координатным осям функционально связаны друг с другом.
подач. Следовательно, перемещения инструмента по различным координатным осям функционально связаны друг с другом.

Рис. 3. Виды обработки при использовании позиционных (а), прямоугольных (б) и контурных (в) СЧПУ: 1, 2, 3 — номера обрабатываемых отверстий;  и
и  — координаты отверстий по осям X и Y;
— координаты отверстий по осям X и Y;  — приращения координат; и S — продольная и поперечная подачи
— приращения координат; и S — продольная и поперечная подачи