Фрезерование прямых стружечных канавок у фрез с профилем, очерченным дугами окружностей в сопряжении с прямыми под углом не более 40—45°, производится на вертикально-фрезерном станке с приспособлением по схеме рис. 37.
Верхняя часть приспособления 6 с делительной головкой, задней бабкой 5 и заготовкой фрезы 4 упором 2 прижимается к копиру 1 грузом 8. Заготовка фрезы на оправке закрепляется в центрах делительной головки и задней бабки. Нижняя направляющая часть 7 приспособления установлена на столе станка. Копир закреплен на кронштейнестанка. Вместо груза упор может прижиматься к копиру двумя пружинами. Рабочая фреза одноугловая 3 радиусом менее меньшего радиуса вогнутой части профиля копира. Продольная подача осуществляется при продольной подаче стола станка.
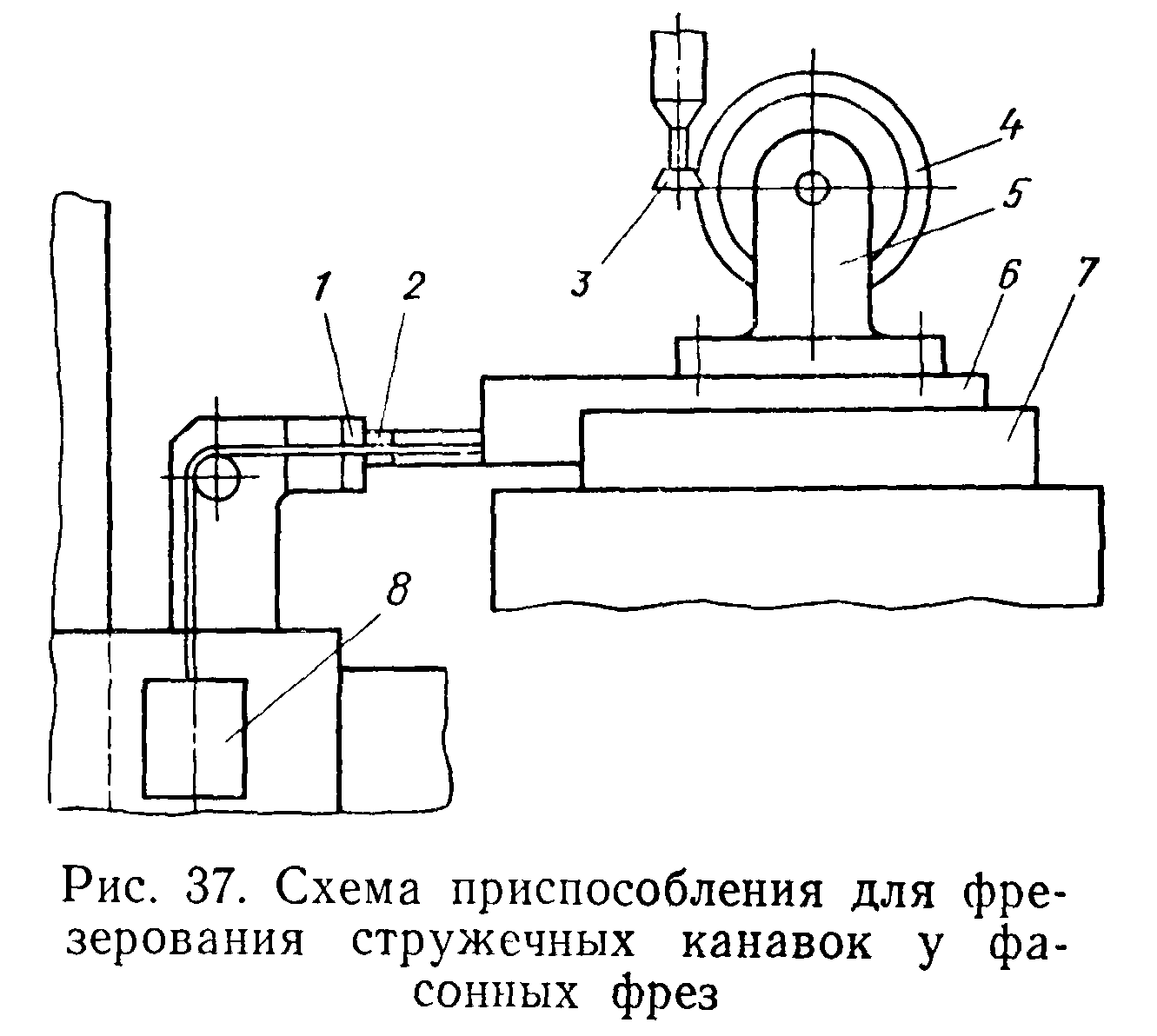
Рис. 37. Схема приспособления для фрезерования стружечных канавок у фасонных фрез.
Приспособление для фрезерования сложного профиля на горизонтально-фрезерном станке. Оригинальным является приспособление для фрезерования прямых стружечных канавок у фасонных фрез с профилем, очерченным дугами окружностей в сопряжении с прямыми под углом не более 40—45° (рис. 38). Заготовка фасонной фрезы с оправкой устанавливается в центрах делительной головки и задней бабки, а рабочая фреза с оправкой — в плавающем по копиру механизме. Плавающий механизм смонтирован на двух державках 5, закрепленных в направляющей хобота формы ласточкина хвоста, горизонтально- фрезерного станка. На распорную связь 18, входящую в отверстия державок, надеты два рычага 4 и 25. В коническое отверстие рычага 25 вставлена разжимная втулка 7 с центром 6, фиксируемым гайкой 8. В цилиндрическое отверстие этого рычага вставлен конический палец 9, перемещающийся по копиру 10. В коническое отверстие рычага 4 входит разжимная втулка 23, в отверстие которой вставлена оправка 3, несущая рабочую фрезу. Плавность вращения оправки обеспечивается гайкой 22, затягиванием втулки и упорного шарикового подшипника 21, гайками 20. Другой конец оправки поддерживается центром 6. На левом торце оправки 3 имеется торцовая шпонка, входящая в шпоночный паз на торце промежуточного диска 2. На другом
|
|

Рис. 38. Приспособление для фрезерования стружечных канавок у фасонных фрез.

Рис. 39. Делительная головка для фрезерования стружечных канавок у сферических фрез.
торце диска имеется торцовая шпонка, перпендикулярная к пазу на первом торце Эта шпонка входит в торцовый паз конуса 1, вставляемого в коническое отверстие шпинделя станка.
Распорный стержень 24 и связь 18 делают механизм монолитным. Взаимно перпендикулярные торцовые шпоночные пазы и шпонки у промежуточного диска 2, оправки 3 и конуса 1 создают возможность осевого перемещения (плавание) оправке. Груз 26, подвешенный к рукоятке 27, ввернутой в стержень 24, прижимает палец 9 к копиру 10, и при продольном перемещении стола станка рабочая фреза образует стружечную канавку на заготовке фрезы с профилем во впадине, соответствующим копиру.
Копир закрепляется в механизме между пластинками 11 По мере износа фрезы его можно переставлять между пластинками и за счет конусности пальца сохранять соответствующее соотношение их диаметров
Механизм копира с помощью основания 19 крепится на передней стороне стола станка и с помощью винта 13 и салазок 12 перемещается вдоль стопа Посредствоммаховичка 14, конических зубчатых колес 15 и 16 и винта 17 копир регулируется по высоте