| Клеть | Рабочие валки | Опорные валки | Мощность двигателей, кВт | Передаточное число | Скорость прокатки | Максимальная сила прокатки, МН | |||
| D, мм | L, мм | D, мм | L, мм | рабочая | максимальная | ||||
| Э-1 | – | – | 2´250 | 10,6 | 0,63 | 1,46 | |||
| R-1 | 7,32 | 1,40 | 3,05 | ||||||
| R-2 | 4,95 | 2,06 | 4,52 | ||||||
| Э-2 | – | – | 2´90 | 21,4 | 0,90 | 1,68 | 1,2 | ||
| F-1 | 4,95 | 1,24 | 3,60 | ||||||
| F-2 | 4,21 | 1,71 | 5,54 | ||||||
| F-3 | 2,80 | 2,57 | 10,30 | ||||||
| F-4 | 2,00 | 3,60 | 14,42 | ||||||
| F-5 | 1,00 | 6,23 | 18,33 | ||||||
| F-6 | 1,00 | 6,23 | 18,33 | ||||||
| Приняты обозначения: Э – эджер; R – черновая клеть; F – чистовая клеть |
|
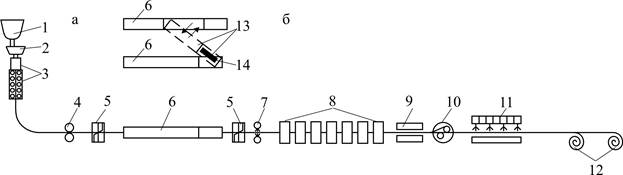
| Рис.58. Схема расположения основного оборудования ЛПА, действующего на заводе фирмы «Thyssen Krupp Stahl AG»: а - общая схема ЛПА; б - участок печей с поворотным устройством; 1 – разливочный ковш; 2 – промежуточный ковш; 3 – МНЛЗ; 4 – тянущие ролики; 5 – ножницы; 6 – проходная роликовая печь; 7 – гидросбив окалины; 8 – непрерывная группа клетей кварто; 9 – установка быстрого охлаждения полосы; 10 – карусельная моталка; 11 – ламинарная установка охлаждения полосы; 12 – подпольные моталки; 13 – поворотное устройство; 14 – раскат |
Мысль создать поворотное устройство, у которого будет неподвижная ось, к которой может быть подведен газ и отведены продукты горения, была впервые высказана работниками Донниичермета на совещании на Макеевском металлургическом комбинате в 1992 году. Идея реализована фирмой SMS на ЛПА фирмы «Thyssen Krupp Stahl AG». Это позволило подводить газ и убирать продукты горения из неподвижной осевой точки поворотного устройства, что значительно упростило всю конструкцию.
В нагревательную роликовую печь поступают слябы с температурой поверхности 900°С, где выравнивается их температура по поперечному и продольному сечениям и сляб нагревается до температуры 1150°С.
В чистовой группе установлено семь клетей (диаметры рабочих валков в первых двух клетях 950 мм, в двух следующих – 750 мм, в последних трех клетях – 620 мм), что предполагает прокатку полос минимальной толщины 0,8 мм.
При пуске ЛПА на нем производили прокат из низкоуглеродистых, конструкционных и высокопрочных марок стали, в дальнейшем было освоено производство электротехнических, высокопрочных низколегированных, низкоуглеродистых для горячего оцинкования, легированных и многофазных марок стали. Стабильно прокатывают полосы толщиной 1-12,7 мм.
Наличие в линии ЛПА двух установок ускоренного охлаждения металла и карусельной моталки, близко установленной к последней клети чистовой группы, позволяет производить на стане аустенитную и ферритную прокатку. Ферритное превращение инициируется межклетевым охлаждением. При этом используют низкоуглеродистые марки стали и прокатывают полосы толщиной 1,3-2,7 мм. Для производства горячекатаных полос температуру смотки держат на уровне 735°С, а полос, предназначенных для оцинкования – 490-560°С. В получаемых полосах обеспечены требуемые механические свойства.
Для производства горячекатаных полос, отгружаемых как товарная продукция, применяют аустенитную прокатку, а сталь легируют бором для связывания азота. Для полос толщиной 1,3-1,9 мм температуру конца прокатки поддерживают на уровне 600-700°С, для полос толщиной 2-3,5 мм – в пределах 880-900°С.
Исследования структуры и механических свойств металла, произведенного в ЛПА и на ШСГП, показали, что они примерно одинаковы, наблюдается лишь несколько больший разброс свойств металла с ЛПА.
Значительную часть продукции ЛПА используют в автомобилестроении.
Рассмотренные и проанализированные нами ЛПА относят к так называемым тонкослябовым модулям. Толщина слябов, отливаемых в МНЛЗ этих агрегатов, находится в диапазоне от 50 до 100 мм (крайне редко – до 150 мм). На ЛПА, введенных в эксплуатацию в последние годы, в МНЛЗ применяют «мягкое» обжатие слитка как для улучшения качества непрерывнолитого слитка, так и для уменьшения его толщины (особенно если в ЛПА нет клетей предварительного обжатия).
Для выравнивания температуры по поперечному и продольному сечению непрерывнолитого слитка чаще используют проходные роликовые печи, реже – индукционный нагрев.
В качестве прокатных клетей в ЛПА применяют традиционные, в большинстве случаев четырехвалковые клети, а в последних конструкциях ЛПА – и клети с вертикальными валками. Расположение клетей непрерывное – традиционные чистовые группы клетей ШСГП числом от 4 до 7. В ЛПА конструкции фирмы MD применяют группу клетей предварительного обжатия, расположенную непосредственно после МНЛЗ.
Все ЛПА оснащают системами автоматического регулирования толщины, поперечного профиля и плоскостности полос, достаточно часто и ширины полос. Широко применяется осевая сдвижка валков. Исполнительными механизмами систем автоматики являются гидронажимные устройства.
Отводящие рольганги ЛПА оснащают душирующими установками различной конструкции и способов охлаждения. Так же, как и на ШСГП, на ЛПА для смотки полос применяют подпольные или быстроходные карусельные моталки.
Подводя общий итог, можно с уверенностью говорить о том, что, во-первых, качество горячекатаных полос с тонкослябовых ЛПА по механическим свойствам не хуже, а в ряде случаев и лучше, чем полос, прокатанных на ШСГП, а во-вторых, в ЛПА можно производить продукцию практически из любых марок стали.
В Советском Союзе в середине 80-х годов прошлого века параллельно исследованиям, выполнявшимся в Германии, шла разработка технологии и конструкции оборудования ЛПА с тонкослябовой МНЛЗ. Был создан воронкообразный кристаллизатор. Этот кристаллизатор ВНИИМЕТМАШа, в отличие от кристаллизатора SMS (профиль кристаллизатора фирмы SMS образован сопряжением дуг окружностей) был образован синусоидальными дугами. Сечение отливаемых на МНЛЗ слябов с использованием разработанного кристаллизатора было 50´1350 мм.
На базе новой МНЛЗ был разработан ЛПА, идентичный схеме ЛПА фирмы SMS, показанной на рис.49. Отличие состояло лишь в том, что в непрерывной группе было предусмотрено шесть клетей. Развал СССР приостановил эти работы и отечественный ЛПА реализован не был.
Среднеслябовые ЛПА
Уже в первые годы разработки и реализации тонкослябовых ЛПА их авторы – фирмы SMS и MD – предусматривали возможность применения в модулях этого типа клети Стеккеля. Достоинство этих станов - низкие капитальные и эксплуатационные затраты, а согласование по производительности с МНЛЗ - ближе, чем при использовании непрерывной группы клетей.
Основными их недостатками в то время (начало 80-х годов прошлого века) были: высокая продольная и поперечная разнотолщинность полос, худшее качество их поверхности, нестабильность свойств металла по длине полос. Поэтому в первых ЛПА их применять не стали.
Возможности новых станов Стеккеля, эксплуатирующихся начиная с конца 80-х годов, позволили фирмам «Tippins» (США) и «Samsung» (Южная Корея) разработать процесс, получивший название Tippins-Samsung Process (TSP), базирующийся на применении в качестве прокатного агрегата стана Стеккеля. С использованием процесса TSP разработан ЛПА, получивший название среднеслябового (по толщине используемых слябов 100-125 мм).
Первая реализация проекта произошла лишь в 1997 г. на заводе фирмы «IPSCO Steel» в Монтпелере (США) – одноручьевой ЛПА с отливкой слябов толщиной 125-150 мм и прокаткой полос минимальной толщины 1,5 мм в одной клети Стеккеля. Годовое производство ЛПА 1,2 млн.т (рис.59). Особенностями ЛПА являются применение методической печи с шагающими балками в качестве агрегата для выравнивания температуры и подогрева слябов перед прокаткой и наличие эджера для устранения косины слябов, образующейся при перестройке кристаллизатора на отливку слябов другой ширины.
|
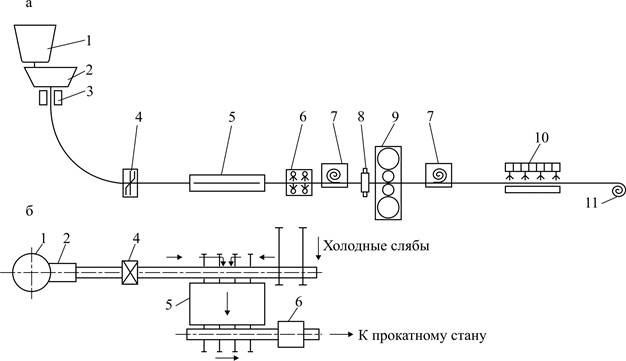
| Рис.59. Схема расположения основного оборудования среднеслябового ЛПА: (а - вид сбоку; б - вид сверху участка МНЛЗ и печи); 1 – разливочный ковш; 2 – промежуточный ковш; 3 – кристаллизатор; 4 – маятниковые ножницы; 5 – методическая печь; 6 – гидросбив; 7 – печи с моталками; 8 – эджер; 9 – клеть кварто; 10 – установка ускоренного охлаждения; 11 – моталка |
Аналогичный ЛПА в 1999 г. начал работать на предприятии «Nova Huta» (Чехия).
В дальнейшем были разработаны два варианта ЛПА: с применением стана Стеккеля с двухклетевой непрерывной группой и технологией TSP (первый вариант), и с одноклетевым станом Стеккеля, роликовой проходной печью и технологией CSP (рис.60).
|
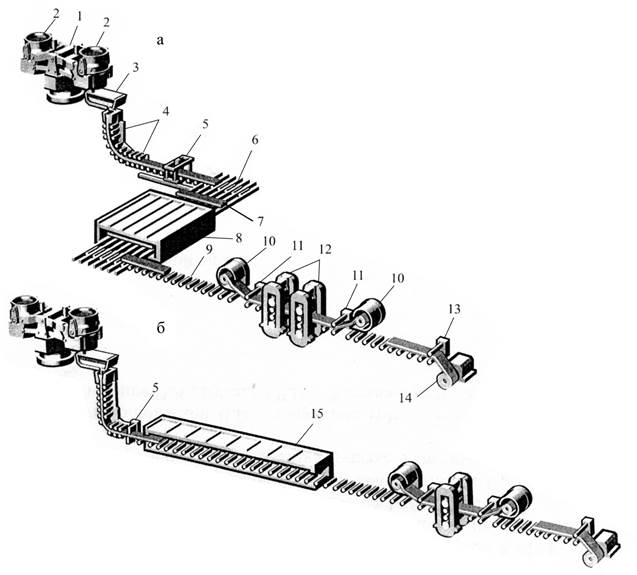
| Рис.60. Схема расположения основного оборудования ЛПА для реализации процесса TSP (а) и CSP (б): 1 – поворотный стенд; 2 – разливочные ковши; 3 – промежуточный ковш; 4 – МНЛЗ; 5 – ножницы; 6 – посадочная решетка; 7 – сляб; 8 – методическая печь; 9 – рольганг; 10 – печные моталки; 11 – задающие ролики; 12 – двухклетевая группа; 13 - тянущие ролики; 14 – подпольные моталки; 15 – проходная роликовая печь |
Большими достоинствами ЛПА с применением станов Стеккеля являются следующие:
– низкие капитальные затраты (при составе комплекса – электросталеплавильный цех, установка печь-ковш, МНЛЗ, нагревательная методическая печь, стан Стеккеля, здания и сооружения, газоочистка, водяной оборотный цикл, вальцетокарная – 200 млн. долларов США в масштабе цен середины 90-х годов прошлого века);
– широкий сортамент по маркам стали и размерам;
– при двухручьевом ЛПА не возникает сложностей в слиянии двух потоков слябов в один;
– возможность регулирования ширины раскатов в линии прокатки и обжатия кромок;
– возможность удаления из технологического потока дефектных слябов, их ремонта и холодного посада;
– прокатка металла в строго заданном узком температурном интервале;
– в зависимости от сортамента прокатываемых полос и числа клетей в стане возможность обеспечения годового производства агрегата от 400 тысяч до 2 млн.т.
Недостатками ЛПА такого типа являются:
– необходимость частой перевалки валков из-за совмещения черновой и чистовой прокатки в одной и той же клети;
– увеличение расстояния между печной моталкой и рабочими валками из-за установки клетей с вертикальными валками.
Толстослябовый ЛПА
Впервые термин «толстослябовый ЛПА» прозвучал на Международной конференции «Черная металлургия России и стран СНГ в XXI веке», состоявшейся в Москве в 1994 г. Такой ЛПА был предложен в качестве агрегата для производства подката для цеха жести в составе комплекса на ОАО «Енакиевский металлургический завод» (ЕМЗ).
Схема расположения основного оборудования разработанного ЛПА показана на рис.61.
В ЛПА применена МНЛЗ традиционной конструкции с кристаллизатором с параллельными стенками. Размеры отливаемых слябов Hсл = 200 мм; Bсл = 900-1350 мм, длина до 12 м, масса до 25 т (удельная масса до 18,5 т/м). МНЛЗ может быть одно- или двухручьевой. При двухручьевой МНЛЗ годовая производительность ЛПА - 1,7 млн.т (скорость разливки стали до 1,5 м/мин).
|
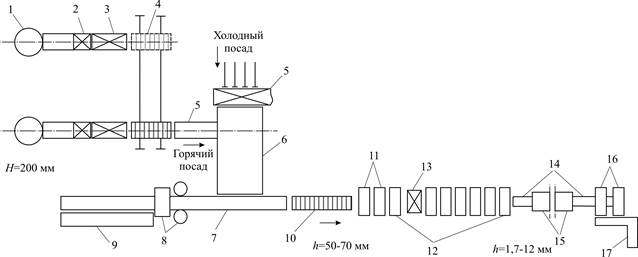
| Рис.61.Схема размещения основного оборудования толстослябового ЛПА, разработанного в ДонНТУ: 1 – МНЛЗ; 2 – МГР; 3 – рольганг-термостатирующие устройства; 4 – передаточная рольганг-тележка; 5 – загрузочный рольганг с теплоизолирующей крышкой; 6 – методическая печь с шагающими балками; 7 – приемный рольганг; 8 – универсальная черновая реверсивная клеть; 9 – участок разделки недокатов; 10 – проходная печь-термостат; 11 – окалиноломатель, совмещенный с гидросбивом; 12 – клети чистовой группы; 13 – летучие ножницы; 14 – отводящий рольганг; 15 – душирующая установка; 16 – моталки; 17 – уборочная группа |
МНЛЗ расположена вблизи нагревательной печи. Это методическая печь с шагающими балками с торцевой (для холодных и теплых слябов) и боковой (для горячих слябов) посадкой и торцевой выдачей. Для обеспечения температуры посада слябов в печь 1050-1100°С предусмотрена теплоизоляция после машины газовой резки (МГР), при поперечной передаче и перед посадкой в печь. Горячий посад предусмотрен в объеме до 95-97% от общего посада. Температура нагрева слябов 1150-1250°С (последняя при редуцировании слябов). Печь одновременно является и «буфером» при возникновении нештатных ситуаций на стане или моталках.
В качестве прокатного стана принят полунепрерывный ШСГП, а длина бочки валков стана 1500 мм обусловлена тем, что максимальная ширина прокатываемой жести в мировой практике не превышает 1200 мм. Непосредственно стан состоит из черновой универсальной реверсивной клети, в которой производят подкат для чистовой группы клетей hп = 50-70 мм за 4-6 проходов, и чистовой семиклетевой группы клетей. Возможно уменьшение ширины слябов (редуцирование в универсальной клети) на 100-150 мм.
Особенностью схемы является расположение печи между черновой клетью и чистовой группой клетей, то есть в одном рольганге совмещены функции рольганга, подающего слябы от нагревательной печи к черновой клети, и промежуточного (между черновой клетью и непрерывной группой клетей) рольганга, как это предусмотрено на традиционных полунепрерывных ШСГП.
Перед чистовой группой клетей имеется проходная печь-термостат, снижающая тепловые потери раскатом и позволяющая отказаться от ускорения чистовой группы клетей. Летучие ножницы для обрезки концов раската установлены после первой клети чистовой группы, что также позволяет снизить тепловые потери раскатом и применить ножницы меньшей мощности. Толщина полос после чистовой группы клетей 1,7-12 мм, ширина 800-1350 мм.
Марочный сортамент ЛПА – низко- и среднеуглеродистые общего назначения и конструкционные марки стали.