
| УП обработки деталей. О1002 (G32 EXAMPLE 2); (МНОГОЗАХОДНАЯ РЕЗЬБА); G50S3500; G54 G21 G99 G40; G0 G28 U0 W0; T0404; G97 S1000 M3; X18.5 Z18; G32 Z-49 F6 M8; G0 X21; Z18; Х18.5; G32 Z-49 Q120000; G0 X21; Z18; Х18.5; G32 Z-49 Q240000; G0 X21; Z18; Х18; G32 Z-49; G0 X21; Z18; Х18; | G32 Z-49 Q120000; G0 X21; Z18; Х18; G32 Z-49 Q240000; G0 X21; Z18; Х17.55; G32 Z-49; G0 X21; Z18; Х17.55; G32 Z-49 Q120000; G0 X21; Z18; Х17.55; G32 Z-49 Q240000; G0 X21 М9; G28 Х100 Z50; М30; |
Цикл нарезки резьбы с постоянным шагом по коду G92,
Параметры основного цикла нарезки резьбы с постоянным шагом
(код G92).
G92 X(U) Z(W) R F
X (U) = X - координата конечной точки нарезания резьбы.
Z (W) = Z- координата конечной точки нарезания резьбы.
R = величина перемещения по оси X при нарезании конической резьбы
(не программируется при нарезании цилиндрической резьбы).
F = шаг резьбы по оси Z.

Расстояние извлечения инструмента под углом 45° в конце прохода нарезания резьбы (размер фаски) рассчитывается исходя из значения параметра № 5130. Это значение может лежать в диапазоне 0 до 90. Размер фаски рассчитывается следующим образом.
Если значение параметра №5130 =1, размер фаски = шаг резьбы х 0,1
= 10, размер фаски = шаг резьбы х 1.0
= 50, размер фаски = шаг резьбы х 5.0
= 90, размер фаски = шаг резьбы х 9.0
Если значение параметра №5130 равно нулю, инструмент будет извлекаться перпендикулярно к оси нарезания резьбы.
Нарезка резьбы постоянного шага по коду G92. Пример № 1.


УП обработки деталей.
01001(092 EXAMPLE 1);
G50 S3000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0404;
G97 S1000 M3;
Х22 Z7 М8 (ТОЧКА СТАРТА ЦИКЛА);
G92 X19.4 Z-49 F2;
Х19;
Х18.6,
Х18.2;
Х17.8;
Х17.6;
Х17.55;
G0 X80 Z300 М9;
G28 U0 W0;
М30;
Нарезка резьбы постоянного шага по коду G92. Пример № 2.
УП обработки деталей.
О1002 (G92 EXAMPLE 2);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0202;
G97 S1000 M3;
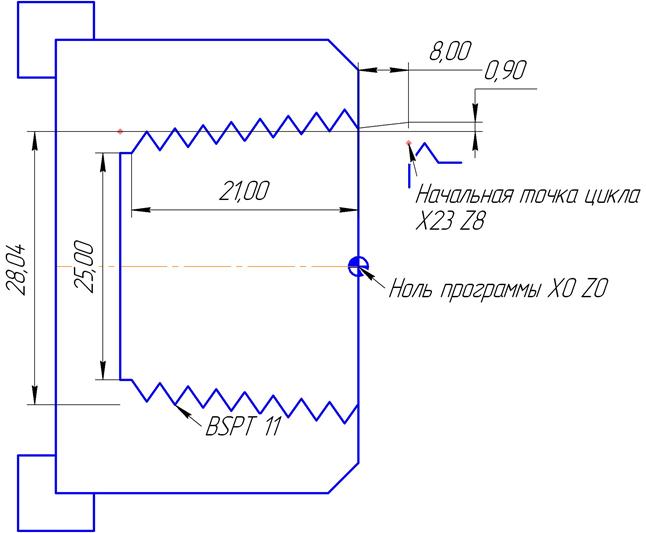
Х23 Z8 М8;
G92 Х25.2 Z-21 F2.309 R0,9;
Х25.6;
Х26;
Х26.4;
Х26.8;
Х27.2;
Х27.6;
Х27.8;
Х27.95;
Х28.04;
G0 X100 Z100 M9;
G28 U0 W0;
М30;
Цикл нарезки многозаходной резьбы по коду G76.
Параметры цикла нарезки многозаходной резьбы (код G76).
G76 P(m)(r)(a) Q(dmin) R(d)
G76 X(U) Z(W) R(i) P(k) Q(d1) F
(m) = двузначное число чистовых проходов, также задается при помощи параметра № 5142.
(r) = двузначное число, определяющее размер фаски, также задается при помощи параметра №5130.
(а) = двузначное число, определяющее угол режущей кромки инструмента (80, 60, 55, 30, 29, 0); также задается при помощи параметра №5143.
Q(dmin) = минимальная глубина нарезки резьбы в микронах («радиусная» величина), также задается при помощи параметра №5140.
R(d) = глубина нарезания при финишном проходе для винтовых проходов, также задается при помощи параметра №5141.
X(U) = X - координата конечной точки нарезания резьбы.
Z(W) = Z- координата конечной точки нарезания резьбы.
R(i) = величина перемещения по оси X при нарезке конической резьбы
(не программируется при нарезке цилиндрической резьбы).
F = шаг резьбы по оси Z.
Q(d1) = глубина нарезания резьбы для первого прохода в микронах.
P(k) = высота резьбы в микронах.

Значения параметров P(m)(r)(a) Q(dmin) R(d) хранятся и перезаписываются в УП. Если данные значения корректны, первая строка с кодом G76 может быть пропущена.
Нарезка многозаходной резьбы по коду G76. Пример № 1.

УП обработки деталей.
01001 (G76 EXAMPLE 1);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0404;
G97 S1000 M3;
Х22 Z7;
G76 Р020060 Ql00 R0.05 М8;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 G28 U0 W0 M9;
М30;
Нарезка многозаходной резьбы по коду G76. Пример № 2.

УП обработки деталей.
О1002 (G76 EXAMPLE 2);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0202;
G97 S1000 M3;
Х23 Z8;
G76 Р021055 Ql00 R0.05 М8;
G76 Х28.04 Z-21 Р1470 Q400 F2.309 R0.9;
G0 G28 U0 W0 M9;
М30;
Нарезка многозаходной резьбы по коду G76. Пример № 3.

УП обработки деталей.
01001(G76 EXAMPLES);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0404;
G97 S1000 M3;
Х22 Z16;
G76 Р020060 Q100 R0.05 М8;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 Z14;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 Z12;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 G28 U0 W0 M9;
М30;
Цикл основной токарной обработки наружного / внутреннего
Диаметра по коду G90.
Параметры цикла основной токарной обработки наружного / внутреннего диаметра (код G90).
G90 X(U) Z(W) R F
X (U), модальный = положение конечной точки по оси X.
Z (W), модальный = положение конечной точки по оси Z.
R, модальный = определяет величину конусности; значение представляет собой изменение радиуса основания конуса.
F = скорость подачи.

Основные принципы.
До начала программирования цикла по коду G90 токарный резец должен быть позиционирован в точку старта цикла. С помощью цикла по коду G90 можно проводить операции по наружному лицевому (OD front), наружному обратному (OD back), внутреннему лицевому (ID front) и внутреннему обратному (ID back) точению. Вид токарной обработки зависит от относительного расположения запрограммированной конечной точки, определяемой X и Z координатами, и точки старта цикла. Если координата запрограммированной конечной точки по оси Z меньше, чем Z координата точки старта цикла, осуществляется лицевое точение. Если координата запрограммированной конечной точки по оси Z больше, чем Z координата точки старта цикла, осуществляется обратное точение. Если координата конечной точки по оси X меньше (точка находится ближе к оси шпинделя), чем координата первоначального положения по данной оси, осуществляется цикл наружного точения. Если координата конечной точки по оси X больше, чем координата первоначального положения по данной оси, осуществляется цикл внутреннего точения. Программирование R - параметра в строке с кодом G90 или после нее приводит к выполнению конического точения. При отрицательном значении R - параметра диаметр конуса увеличивается, при положительном значении - уменьшается.