Профилю по коду G73, цикл финишной токарной обработки по
Коду G70 с компенсацией радиуса режущей кромки. Пример № 1.

Т02 вектор режущей кромки = 3 Т02 радиус режущей кромки = 0,8
УП обработки деталей, граница снятия припуска - "Part Profile"
(контур детали)
О1001 (G73 EXAMPLE 1);
(ЦИКЛ СЪЕМА ПРИПУСКА ПАРАЛЛЕЛЬНО ЗАДАННОМУ ПРОФИЛЮ);
G50 S3000;
G54 G21 G99 G40;
G0 G28 U0 W0;
T0101;
G96 S220 М4;
X124 Z2 (ТОЧКА СТАРТА ЦИКЛА);
G73 U3 W3 R3;
G73 P100 Q200 U0.6 W0.l F0.35 M8;
N100 G0 X30;
Gl G42 Z0;
Z-20;
X70.41 Z-55;
X90;
XI10 W-5.77;
Z-80;
X120;
N200 G40 X123;
G0 G28 U0 W0 M9;
M1;
N20 G21 G99 G40;
T0202;
G96 S300 M4;
G0 X124 Z2 (ПОЗИЦИЯ СТАРТА ЦИКЛА);
G70 P100 Q200 F0.1 M8;
G0 X150 Z150 М9 (БЫСТРАЯ ПОДАЧА К БЕЗОПАСНОЙ ПОЗИЦИИ);
G28 U0 W0;
М30;
Цикл сверления с отскоком по коду G83.
Параметры цикла сверления с отскоком (код G83)
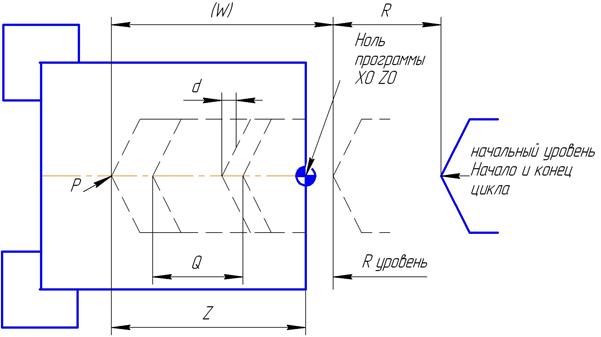
G83 X(U) Z(W) P Q R F(f) К
X(U) = абсолютная координата дна отверстия или величина приращения (U) от начальной точки сверления до дна отверстия по оси X.
Z(W) = абсолютная координата дна отверстия или величина приращения (W) по оси Z.
Q = шаг сверления по оси Z (мкм). При отсутствии параметра осуществляется цикл простого сверления.
F(f) = скорость рабочей подачи.
Р = время задержки в обработке на дне отверстия (Р5000 = 5с/Р0 или отсутствие параметра = нет задержки).
R = расстояние от точки старта цикла до начальной точки сверления.
К = количество повторных сверлений в случае симметрично расположенных отверстий.
Основные принципы.
До программирования цикла сверления с отскоком по коду G83 инструмент должен находиться в начальной точке сверления или точке старта цикла (т.е. на оси X).
При использовании стандартных праворежущих сверл вращение шпинделя нужно программировать посредством кода МЗ или М4 (вращение против часовой стрелки).
Инструмент со скоростью быстрой подачи перемещается от начальной точки вдоль оси X до точки старта цикла, затем позиционируется со скоростью быстрой подачи до R – уровня, далее со скоростью рабочей подачи перемещается до дна отверстия и, наконец, со скоростью быстрой подачи возвращается на первоначальный уровень (в точку конца цикла).
Если значение параметра X равно нулю, будет сверлиться отверстие на оси X.
Если не задан параметр Q, осуществляется цикл простого сверления.
Если параметр Р не задан или его значение равно нулю, сверло отводится со дна отверстия без задержки.
Фиксированный цикл может быть отменен при помощи следующих кодов: G0, Gl, G2, G3 и G80.
Расстояние, на которое отводится инструмент после завершения шага сверления, для высокоскоростного сверления с отскоком задается при помощи параметра № 5114. Стандартное значение составляет 1 мм.
Примечание
Если значение бита 2 параметра № 5101 / RTR (5101 # 2) равно 0, осуществляется высокоскоростное сверление с выводом сверла на небольшое расстояние.
Если значение бита 2 параметра № 5101 / RTR (5101 # 2) равно 1, выполняется сверление с полным выводом сверла.
Цикл сверления с отскоком по коду G83. Пример № 1.

УП обработки детали.
O100l (G83 EXAMPLE 1);
(ЦИКЛ СВЕРЛЕНИЯ С ОТСКОКОМ);
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0909;
G97 S2000 М3;
Х0 Z40;
G83 Z-30 R-37 Q12000 Р0 F0.3 М8;
G80;
G0 G28 U0 W0 M9;
М30;