Вид занятия: лекция
Литература:
1. Макиенко. Н.И. Общий курс слесарного дела: учебник для студ. учреждений сред. проф. образования –М.Высшая школа 1989г.
2. Черпаков Б.И., Вереина Л.И. Технологическое оборудование машиностроительного производства. – М.: Издательский центр «Академия», 2005.-416с.
3. Черпаков Б. И. Технологическая оснастка: учебник для студ. учреждений сред. проф. образования. – М.: Издательский центр «Академия», 2007. 288 с.
Контрольные вопросы:
1. Дать определение правка металла?
2. Какие виды правка вы знаете?
3.Какие приспособления применяются для правки металла?
4. Какие молотки применяются для правки металла?
5. Для чего применяется гладилки и что сабой представлют?
6. Какие приемы правки полосового металла вы знаете?
7. Какие приемы правки листового металла вы знаете?
8. Какие приемы правки пруткового металла вы знаете?
9. Какие приемы правки с нагревом металла вы знаете?
10. Безопасность труда при выполнении рихтовки и правки металла?
7.Домашнее задание:
конспект, [1]с.72-80.
Лекция.
Тема 4 «Правка и рихтовка металла».
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
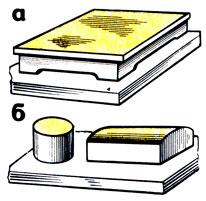
Рис. 1. Правильная плита (а), рихтовальные бабки (б)
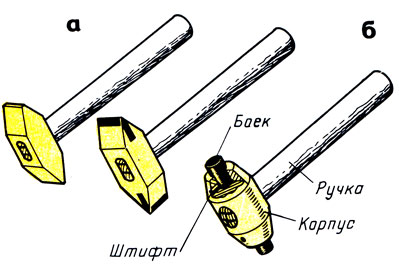
Рис. 2. Рихтовальные молотки: а - с радиусным бойком, б - с круглым гладким полированным бойком
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом - на стальной или чугунной плите, или на наковальне - и машинным - на правильных вальцах, прессах.
Правильную плиту изготовляют (рис. 1,а) достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 × 400; 750 × 1000; 1000 × 1500; 1500 × 2000; 2000 × 2000; 1500 × 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Рихтовальные бабки (рис. 1,6) используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150 - 200 мм.
Молотки для правки применяют с круглым гладким полированным бойком (рис. 2,6). Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным (рис. 2,а) бойком (массой 400 - 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8.
В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05 - 0,1 мм (см. рис. 2,а).
Молотки со вставными бойками из мягких металлов (см. рис. 81,6) применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Кривизну деталей проверяют на глаз (рис. 3,а) или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а: в правую руку берут молоток и принимают рабочее положение (рис. 3,6).
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу.
Правка металла круглого сечения. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 4) пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.
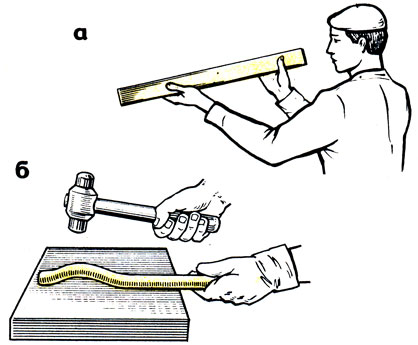
Рис. 3. Правка металла: а - проверка изгиба на глаз; б - момент правки
Правка листового металла более сложная, чем предыдущие операции. Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. На заготовках, имеющих волнистость по краям (рис. 5, а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки. После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а лежали полностью на опорной поверхности, и, прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины заготовки к краю так, как указано на рис. 5, в кружками. Кружки меньших диаметров соответствуют меньшим ударам, и наоборот.
Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к ее краю. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки.
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку или вызвать вытяжку металла.
При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл (рис. 5,6). Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку на плиту выпуклыми участками вверх, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности (рис. 5,г). Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпучине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию нового выпуклого участка.
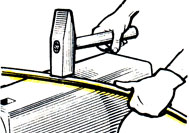
Рис. 4. Правка металла круглого сечения
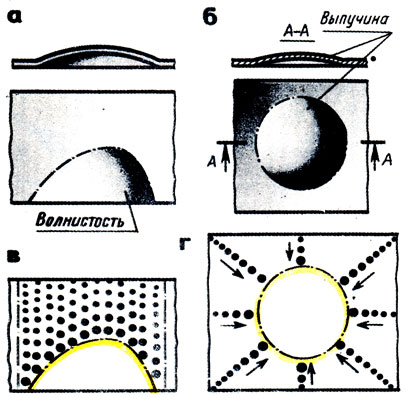
Рис. 5. Схема правки листового материала: а,б - погнутые заготовки; в, г - распределение ударов
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпучин, ударами молотка у краев отдельных выпучин заставляют соединиться эти вы пучины в одну, которую потом правят ударами вокруг ее границ, как указано выше.
Тонкие листы правят легкими деревянными молотками (киянками - рис. 6,а), медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками (рис. 6,б).
Правка (рихтовка) металла
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01 - 0,05 мм.
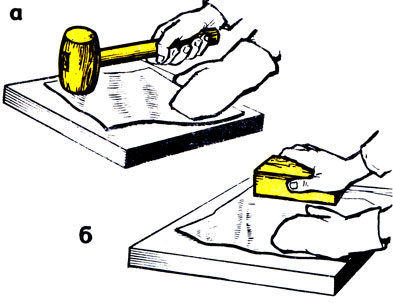
Рис. 6. Правка тонких листов: а - деревянным молотком б - деревянным или метал- (киянкой), лическим бруском
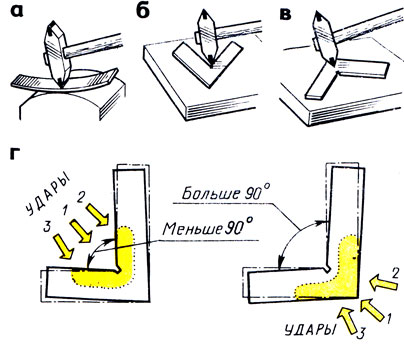
Рис. 7. Рихтовка закаленных деталей: а - на рихтовальной бабке, б - угольника по внутреннему углу, в - по наружному углу, г - места нанесения ударов
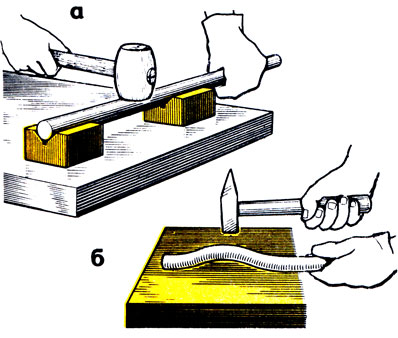
Рис. 8. Правка коротких валов и прутков: а - на призмах, б - на плите
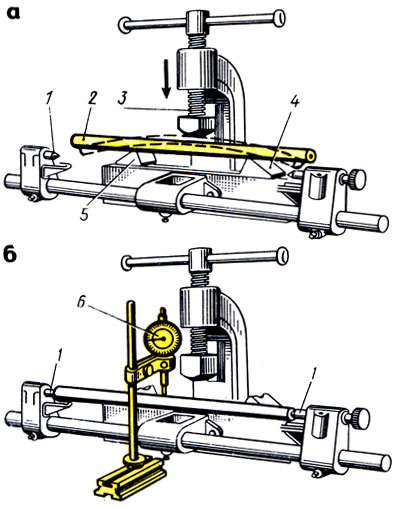
Рис. 9. Правка вала на ручном прессе: а - момент правки, б - проверка изгиба индикатором; 1 - центра, 2 - вал, 3 - винт, 4,5 - призмы, 6 - индикатор
В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке (рис. 7,а). Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правка закаленного угольника, у которого после закалки изменился угол между полками, показана на рис. 7,6-г. Если угол стал меньше 90°, то удары молотком наносят у вершины внутреннего угла (рис. 7,6 и г слева), если угол стал больше 90°, удары наносят у вершины наружного угла (рис. 7,в и г справа).
В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно - сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах (рис. 8,а), правильных плитах (рис. 8,6) или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
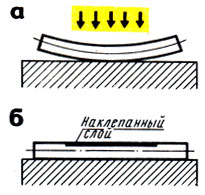
Рис. 10. Схема правки искривленного вала наклепом (а), наклепанный слой (б)
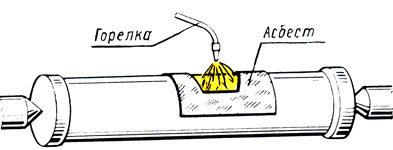
Рис. 11. Правка трубы газопламенным способом
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
Правку валов (диаметром до 30 мм) на ручных прессах (рис. 9,а) выполняют так. Вал 2 укладывают на призмы 4 и 5, а нажим осуществляют винтом 3. Величину прогиба определяют здесь же в центрах 7 при помощи индикатора 6 (рис. 9,6).
Для устранения остаточных напряжений в местах правки ответственные валы медленно нагревают в течение 30 - 60 мин до температуры 400 - 500°С и потом медленно охлаждают.
Правка наклепом производится укладкой изогнутого вала на ровную плиту выпуклостью вниз и нанесением небольшим молотком частых и легких ударов по поверхности вала (рис. 10а). После возникновения на поверхности наклепанного слоя (рис. 10,6) просвет между валом и плитой исчезает, правку прекращают.
Правка методом подогрева (безударная). Профильный металл (уголки, швеллеры, тавры, двутавры), пустотелые валы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишневокрасного цвета; окружающие выпуклость слои металла охлаждают сырым асбестом или мокрыми концами (ветошью) (рис. 11).
Поскольку нагретый металл более пластичный, то при охлаждении струей сжатого воздуха нагретое место сжимается и металл выпрямляется.
Сварные изделия, имеющие коробления, остаточные внутренние напряжения около шва, подвергают проковке.
Холодную правку (рихтовку) сварных соединений с небольшими короблениями выполняют вручную при помощи деревянных ("мягких") и стальных молотков на плитах, наковальнях, оправках или пневматических молотах. Сварные соединения со значительными короблениями правят на ручных прессах, используя различные оправки, колодки, или на специальных приспособлениях.
Холодную правку сварных соединений выполняют особенно осторожно.
Холодная правка сварных изделий заключается в том, что участок изделия, имеющий коробление или поводку, подвергают воздействию ударов молотка, вследствие чего металл на этом участке правки приводится в состояние текучести, и изделие начинает постепенно принимать нужную форму. В целях предупреждения возможных рисок и засечек от ударов молотка, портящих поверхность изделия, применяют молотки и оправки с гладкой рабочей поверхностью.
Правила нанесения ударов молотком при холодной правке сварных изделий те же, что и при правке полосового материала.
Безопасность труда при правке и рихтовке металла: работать только исправным инструментом (правильно насаженные молотки, отсутствие на рукоятках трещин и отколов на молотках);
для предохранения рук от ударов, вибраций металла работать в рукавицах, заготовку на плите или наковальне удерживать прочно.