МИНИСТЕРСТВО ЗДРАВООХРАНЕНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ МЕДИЦИНСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ОРТОПЕДИЧЕСКОЙ СТОМАТОЛОГИИ
Бюгельные протезы
(клинико-лабораторные этапы изготовления)
Учебно-методическое пособие
Минск 2005
УДК 616.314–089.28 (075.8)
ББК 56.6 я73
Б 98
Утверждено Научно-методическим советом университета в качестве учебно-методического пособия 15.03.2005 г., протокол № 6
Авторы: д-р мед. наук, проф. С.А. Наумович; асс. В.Г. Шишов; канд. мед. наук, доц. Ю.И. Коцюра; канд. мед. наук, доц. П.Н. Мойсейчик; асс. А.М. Матвеев; асс. О.И. Цвирко; канд. мед. наук, доц. С.В. Ивашенко
Рецензенты: зав. каф. детской стоматологии Белорусского государственного медицинского университета, проф. Т.Н. Терехова; зав. каф. общей стоматологии Белорусского государственного медицинского университета, доц. Н.М. Полонейчик.
Б 98
Бюгельные протезы (клинико-лабораторные этапы изготовления): учеб-метод. пособие / С.А. Наумович [и др.]. – Мн.: БГМУ, 2005. – 38 с.
ISBN 985–462–452–8.
В данном издании подробно описаны клинико-лабораторные этапы изготовления бюгельных протезов.
Предназначено для студентов 3–5-х курсов стоматологического факультета, клинических ординаторов и врачей-стажеров.
УДК 616.314–089.28 (075.8)
ББК 56.6 я73
ISBN 985–462–452–8
Оформление. Белорусский государственный медицинский университет, 2005
Клинико-лабораторные этапы изготовления классического цельнолитого бюгельного протеза с кламмерной фиксацией
| Клинические этапы: | Лабораторные этапы: |
| 1. Обследование пациента: а) постановка диагноза; б) составление плана лечения. | |
| 2. Подготовка зубных рядов и зубов к протезированию. | |
| 3. Получение оттисков. | |
| 4. Отливка моделей. | |
| 5. Изготовление восковых базисов с окклюзионными валиками. | |
| 6. Определение ЦО. | |
| 7. Изучение моделей в параллелометре. | |
| 8. Нанесение рисунка каркаса бюгельного протеза. | |
| 9. Подготовка модели к дублированию. | |
| 10. Дублирование гипсовой модели. | |
| 11. Изготовление огнеупорной модели, ее термохимическая обработка. | |
| 12. Нанесение рисунка каркаса бюгельного протеза. | |
| 13. Моделирование каркаса бюгельного протеза. | |
| 14. Установка литниковой системы. | |
| 15. Формовка в опоку. | |
| 16. Литье каркаса. | |
| 17. Механическая обработка каркаса, шлифовка, полировка. | |
| 18. Припасовка металлического каркаса бюгельного протеза на модели. | |
| 19. Проверка конструкции металлического каркаса в полости рта. | |
| 20. Моделировка воскового базиса, подбор и постановка искусственных зубов. | |
| 21. Проверка конструкции бюгельного протеза в полости рта. | |
| 22. Замена воска на пластмассу. | |
| 23. Окончательная механическая обработка (шлифовка, полировка) протеза. | |
| 24. Припасовка и наложение бюгельного протеза. | |
| 25. Рекомендации по пользованию и уходу за протезом. |
Этап 1. Обследование пациента
|
|
При изготовлении бюгельных протезов необходимо тщательно исследовать зубочелюстную систему: выяснить этиологию дефектов, характер морфологических изменений, степень функциональных и эстетических нарушений, а также установить прогноз ортопедического лечения.
При выборе конструкции протеза необходимо учитывать следующие факторы:
|
|
1. Количество, форму (выраженность экватора, размеры ретенционной зоны, условия для размещения окклюзионной накладки) и расположение оставшихся зубов.
2. Локализацию дефекта в зубном ряду.
3. Функциональное состояние периодонта опорных зубов и зубов-антагонистов.
4. Функциональное соотношение антагонирующих групп зубов.
5. Функциональное соотношение зубных рядов верхней и нижней челюсти.
6. Вид прикуса.
7. Функциональное состояние слизистой оболочки беззубых участков альвеолярных отростков (толщина, степень податливости слизистой оболочки, порог болевой чувствительности).
8. Форму и размер беззубых участков альвеолярных отростков.
Виды функционального соотношения зубных рядов:
1. На противоположной челюсти имеется непрерывный зубной ряд.
2. На противоположной челюсти имеются дефекты одинакового класса:
а) симметричные;
б) несимметричные;
в) перекрестно расположенные.
3. На противоположной челюсти имеются дефекты различных классов:
а) сочетание I и IV классов;
б) сочетание II и IV классов.
4. На противоположной челюсти отсутствуют все зубы.
Функциональное соотношение зубных рядов может быть равным и неравным (с преобладанием силы опорных зубов, с преобладанием силы антагонирующих зубов).
Классификация альвеолярных отростков по высоте:
1. Очень высокие — более 1,5 см.
2. Высокие — 1–1,5 см.
3. Средние — 0,5–1 см.
4. Низкие — 0,5 см.
5. Очень низкие — менее 0,5 см.
Классификация альвеолярных отростков по форме:
1. Полуовальные.
2. Трапециевидные.
3. Куполообразные.
4. Клиновидные.
5. Гребневидные.
|
|
6. Плоские.
Низкие клиновидные, гребневидные и плоские альвеолярные отростки неблагоприятны для стабилизации протезов, передачи вертикальной нагрузки и расположения лингвальных дуг.
Если конструкция бюгельного протеза определяется в зависимости от дефекта зубного ряда, то способ распределения нагрузки на опорные ткани (количество опорных зубов, вид кламмеров и способ их соединения с седлами протеза) определяется в зависимости от функционального состояния зубных рядов.
План лечения должен включать следующие мероприятия:
1. Выбор конструкции бюгельного протеза и способа его изготовления.
2. Установление количества опорных пунктов и места их расположения.
3. Выбор кламмеров и способа их соединения с седлами протеза.
4. Подготовку опорных зубов, зубных рядов, окклюзионных поверхностей и слизистой оболочки альвеолярного отростка.
5. Выбор способа получения оттиска.
6. Выбор способа коррекции окклюзии и стабилизации протеза.
Этап 2. Подготовка зубных рядов и зубов к протезированию
зубной бюгельный протез
Подготовка зубных рядов включает следующее:
1. Выравнивание окклюзионной поверхности зубных рядов.
2. Восстановление высоты прикуса.
3. Замещение небольших дефектов зубных рядов несъемными протезами.
Подготовка опорных зубов включает:
1. Создание места для окклюзионных лапок.
2. Изменение контуров опорных зубов.
3. Иммобилизацию недостаточно устойчивых или чрезмерно нагруженных зубов.
Цели подготовки места для окклюзионных накладок:
1. Создание необходимого пространства между окклюзионными поверхностями верхних и нижних зубов для изготовления накладки достаточной толщины и прочности.
2. Создание правильного наклона опорных поверхностей для накладок.
3. Обеспечение необходимой площади опоры.
Опорная площадка окклюзионной накладки должна находиться под прямым углом к продольной оси зуба. Опорная поверхность окклюзионных накладок должна располагаться под углом 70° к продольной оси зуба (рис. 1).

| 
| 
|
Рис. 1. Расположение опорной поверхности окклюзионной накладки
по отношению к продольной оси зуба:
1 — под углом 90° (возможен наклон зуба кзади); 2 — под углом 45° (возможен наклон зуба кпереди, соскальзывание накладки кзади); 3 — под углом 70° (оптимальное расположение накладки)
Этап 3. Получение оттисков
Для изготовления бюгельных протезов оттиски имеют свои особенности.
При дефектах зубных рядов, ограниченных дистальной опорой, можно обойтись анатомическими оттисками, снятыми хорошо подобранными стандартными ложками.
При дефектах без дистальной опоры необходимо снимать функциональные оттиски индивидуальными ложками для получения точного отпечатка беззубой области, особенно дистального участка. Высота и длина ложки должны подходить таким образом, чтобы можно было получить отпечаток твердых и мягких тканей полости рта до нейтральной зоны и линии «А». Для получения анатомических и функциональных оттисков используют силиконовые слепочные материалы: А-силиконы и С-силиконы различных фирм производителей: Honigum Mono, Silagum Mono, DMG; Lastic Medium, Monopren Transfer, Kettenbach; Contrast medium, Voco и др.; для компрессионных оттисков — термопластические массы и силиконовые массы повышенной вязкости.
Для изготовления одного бюгельного протеза на огнеупорной модели необходимо получить два рабочих оттиска и один вспомогательный.
В качестве вспомогательных оттискных материалов применяют альгинатные материалы: Alginmax, Major; Ypeen, Spofa; Diguprint, Degussa; Cromopan, Lascot; Hydrogum и др.
Этапы 4–6. Отливка моделей. Изготовление восковых базисов с окклюзионными валиками. Определение центральной окклюзии
Модели для изготовления бюгельных протезов должны быть отлиты из высокопрочного гипса с использованием вибростолика. Высота модели должна быть не менее 4–5 см. Время затвердевания высокопрочного гипса — 8–10 мин. До полного затвердевания цоколь модели нужно предварительно подрезать ножом, а затем на специальном шлифовальном моторе, благодаря которому можно получить ровные гладкие поверхности моделей. Такая обработка необходима для последующего изучения модели в параллелометре и дублирования.
Для изготовления одного бюгельного протеза необходимо отлить две рабочие модели и одну вспомогательную. Рабочую модель, предназначенную для изучения в параллелометре и дублирования, отливают из высокопрочного гипса. Вторую модель и вспомогательную отливают из медицинского гипса. Они необходимы для фиксации моделей в положении центральной окклюзии, постановки искусственных зубов и полимеризации пластмассы.
Определение центральной окклюзии проводят по общепринятой методике, в зависимости от количества сохранившихся зубов-антагонистов.
При наличии трех пар зубов-антагонистов, расположенных в плоскости, возможно применение боковых фиксажей из силиконовых материалов для регистрации окклюзии: Bisico Provi Temp K, Bisico; Futar В Occlusion, Kettenbach; Silagum Automix Bite, DMG и др. При наличии трех пар зубов-антагонистов, расположенных линейно, или при наличии двух и менее пар показано изготовление восковых базисов с окклюзионными валиками для определения центральной окклюзии.
Этапы 7, 8. Изучение моделей в параллелометре (параллелометрия). Нанесение рисунка каркаса бюгельного протеза (параллелография)
Линия экватора разделяет поверхность коронки опорного зуба на две части: окклюзионную и десневую. При наклонном положении анатомический экватор зуба не совпадает с его клиническим экватором (направляющей линией, линией обзора, межевой линией, контрольной линией).
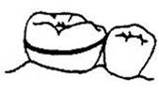
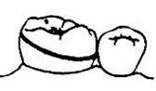
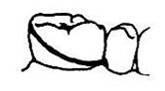
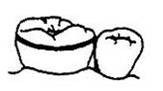
Различают следующие варианты контрольных линий (рис. 2):
1. Продольная контрольная линия.
2. Контрольная линия первого типа — со стороны дефекта расположена близко к шейке зуба, с противоположной стороны — ближе к окклюзионной поверхности.
3. Контрольная линия второго типа — со стороны дефекта расположена близко к окклюзионной поверхности зуба, с противоположной стороны — ближе к шейке зуба.
4. Диагональная контрольная линия — расположена диагонально с большим наклоном.

| 
| 
|
| 
| 
|
Рис. 2. Виды контрольных линий:
1 — продольная контрольная линия; 2 — контрольная линия первого типа; 3 — контрольная линия второго типа; 4 — диагональная контрольная линия; 5 — высокая контрольная линия; 6 — низкая контрольная линия
5. Высокая контрольная линия — расположена близко к окклюзионной поверхности на вестибулярной поверхности зуба.
6. Низкая контрольная линия — расположена близко к шейке зуба на вестибулярной поверхности зуба.
В 1948 г. А. Грозовский описал методику определения клинического экватора зуба при помощи специального прибора, являющегося прототипом современного параллелометра.
Параллелометр — это прибор, служащий для определения относительной параллельности двух и более поверхностей зубов. С его помощью можно провести ряд следующих мероприятий:
1. Определить необходимый угол наклона модели и соответствующий путь введения бюгельного протеза.
2. Нанести на каждый опорный зуб линию обзора.
3. Определить зону ретенционных окончаний кламмеров.
4. Подрезать покрытые воском области зубов ниже линии обзора для создания параллельности поверхностей на огнеупорной модели.
5. Правильно установить фиксаторы (замки) на несъемных конструкциях протезов.
Прибор состоит из основания и вертикальной стойки. На стойке укреплено горизонтальное плечо с цанговым патроном для стержней: стержень для анализа, графитовый стержень, три стержня для определения глубины ретенции. Графитовый стержень можно перемещать в вертикальной плоскости при помощи ручки или маховика. Столик для фиксации модели имеет основание и фиксирующую часть, скрепленных при помощи шарнирного соединения (рис. 3).
Существует два вида устройства параллелометра:
1. Параллелометр, у которого столик для фиксации модели перемещается относительно основания прибора, а горизонтальное плечо передвигается только в вертикальной плоскости.
2. Параллелометр, у которого столик для фиксации модели неподвижно закреплен на основании прибора, а горизонтальное плечо передвигается в вертикальной и горизонтальной плоскости.
Изменяя наклон модели, можно найти приемлемое для всех опорных зубов положение, при котором линия обзора делит коронковую часть зуба на относительно равномерные зоны: опорную и ретенционную. Следует обратить внимание на то, что путь введения протеза определяется при выбранном наклоне модели, поэтому техник должен проводить припасовку бюгельного протеза на модели при заданном ее положении.
Варианты наклона моделей:
1. Нулевой наклон.
2. Передний наклон (выше задний край модели).
3. Задний наклон (выше передний край модели).
4. Правый наклон (выше левый угол).
5. Левый наклон (выше правый угол).
Коррекцию наклона модели проводят также для уменьшения зон поднутрений, особенно на фронтальных зубах. Зоной поднутрения называют пространство, ограниченное стержнем прибора и поверхностью зуба со стороны дефекта и слизистой оболочки десны. Эти зоны заметно увеличиваются при конвергенции зубов.
В зонах поднутрений на готовых протезах находится базисная пластмасса, которая мешает выведению протеза. Коррекция базиса в этих местах нежелательна, так как ухудшаются эстетические качества протеза. Из сложившейся ситуации возможны два выхода: первый — необходимо пришлифовать смежные поверхности конвергирующих зубов; второй — изменить угол наклона модели, уменьшив зону поднутрения во фронтальном отделе, увеличив тем самым в боковом.
Методы ориентации моделей в параллелометре:
1. Метод произвольной ориентации в параллелометре.
2. Метод выбора.
3. Метод определения средней оси опорных зубов.
Первый метод — метод произвольной ориентации в параллелометре показан при параллельности вертикальных осей зубов, при незначительном их наклоне, при малом количестве кламмеров. Модель на столик параллелометра устанавливают таким образом, чтобы окклюзионная поверхность опорных зубов была перпендикулярна стержню грифеля. При данном методе положение линии обзора будет зависеть от естественного наклона зуба и может не совпадать с анатомическим экватором. Следует учитывать, что в результате этого на отдельных опорных зубах могут создаваться неблагоприятные условия для расположения кламмеров.
Второй метод — метод выбора. Модель на столик параллелометра устанавливают и закрепляют с нулевым наклоном (окклюзионная поверхность опорных зубов перпендикулярна стержню грифеля). Анализируют расположение линии обзора, наличие и величину опорной и удерживающих зон опорных зубов. Затем изменяют угол наклона модели и повторяют операции. Из всех возможных наклонов модели выбирают тот, при котором на всех опорных зубах создаются оптимальные условия для расположения фиксирующих элементов.
Третий метод — метод определения средней оси опорных зубов. Для того, чтобы было легче отыскать путь введения (положение модели относительно вертикального стержня прибора) на вестибулярной поверхности модели отмечают оси опорных зубов, продолжая их на боковую поверхность гипсовой модели. Устанавливают модель на столик параллелометра, закрепляют ее винтами и предварительно наклоняют так, чтобы продольные оси опорных зубов заняли вертикальное направление. При нескольких опорных зубах, включая фронтальные и боковые, ориентироваться следует по осям основных опорных зубов. Для этого подставку столика с моделью наклоняют так, чтобы совместить ось одного из опорных зубов с указательным стержнем. Затем столик перемещают по основанию прибора таким образом, чтобы совместить верхнюю часть отметки оси второго опорного зуба с указательным стержнем. На боковой поверхности модели проводят отметку параллельно стержню, в результате чего образуется угол между продольными осями двух опорных зубов. Угол делят пополам и наклоняют подставку с моделью до совмещения указательного стержня с биссектрисой угла. Так определяется средняя ось двух опорных зубов. С остальными зубами поступают аналогично и тем самым находят среднюю ось всех опорных зубов.
Для написания линии обзора (параллелографии) анализирующий стержень заменяют графитовым отметчиком и очерчивают линию обзора, соответствующую выбранному наклону модели (рис. 4). Очерчивание производят телом грифеля, а не его кончиком. Затем приступают к определению глубины ретенционного окончания кламмера в соответствующей зоне.
Рис. 4. Нанесение направляющих линий на опорные зубы (параллелография)
Ретенционные свойства кламмера зависят от следующих факторов:
1. Типа кламмера, а именно — длины плеча. Чем длиннее плечо, тем дальше от линии обзора его можно расположить.
2. Кривизны поверхности зуба: чем больше выражена кривизна, тем ближе к линии обзора следует располагать ретенционное плечо кламмера. Только эластичные плечи могут приближаться к пришеечной области зуба.
3. Толщины кламмера: чем больше толщина кламмера, тем меньше его эластичность и, следовательно, тем ближе к линии обзора он должен располагаться.
4. Металла для изготовления: чем больше у металла эластичности, тем меньше жесткости у кламмера и, следовательно, его можно располагать дальше от линии обзора.
Рис. 5. Определение глубины ретенционного окончания кламмера
Для определения глубины ретенции существуют специальные стержни, у которых длина козырька может быть: 0,25 мм; 0,5 мм; 0,75 мм. Каждому типу кламмера соответствует стержень для определения места окончания ретенционного плеча.
Выбранный стержень с учетом кривизны поверхности зуба помещают в цанговое крепление параллелометра и придвигают к модели. Движениями стержня вверх-вниз добиваются контакта его оси с линией обзора и края козырька стержня с поверхностью зуба. Последнее будет местом окончания ретенционного плеча кламмера. Обозначив таким образом глубину ретенционного окончания кламмера, можно приступать к нанесению рисунка каркаса (рис. 5).
Этап 9. Подготовка модели к дублированию
Для точного переноса рисунка кламмеров на огнеупорную модель Ней предложил следующий способ. Бюгельным размягченным воском обжимают опорные зубы, а затем осторожно острым шпателем срезают воск по нижнему краю рисунка удерживающих плеч кламмеров. В результате образуется ступенька, которая в последующем отпечатается на огнеупорной модели и используется при моделировке. Из воска или свинцовой фольги изготавливают прокладки под дугу (для верхней челюсти — 0,2–0,3 мм; для нижней челюсти — 0,3–0,5 мм) и каркас для удержания пластмассы. Таким же образом изолируют экзостозы и костные выступы.
Существует методика определения пути введения протеза по отношению к огнеупорной модели, разработанная в ЦНИИС:
1. На основной гипсовой модели, предварительно смоченной водой, размягченным воском обжимают области неба и альвеолярного отростка, обрезают излишки воска и горячим шпателем приливают края воскового шаблона к области переходной складки к боковым поверхностям модели.
2. Устанавливают и фиксируют модель на столике параллелометра, угол наклона модели выставляют соответственно выбранному пути введения.
3. В цанговый патрон вставляют указательный стержень.
4. На восковой шаблон, находящийся на модели, наливают небольшое количество жидкого гипса, придвигают столик под указательный стержень и опускают стержень в жидкий гипс.
5. Откручивают фиксирующие винты столика параллелометра.
6. Вращая маховик, поднимают зафиксированную на указательном стержне модель.
7. Столик прибора снимают с основания, на которое кладут лист бумаги и специальную форму.
8. Дно подвешенной модели смачивают водой, в форму наливают жидкий гипс и опускают модель до тех пор, пока дно модели не коснется гипса. После схватывания гипса модель с гипсовой подставкой отделяют от прибора, а затем модель отделяют от подставки.
Таким образом, мы имеем модель, гипсовую подставку (имеющую угол наклона столика), восковый шаблон с укрепленным в нем указательным стержнем. Модель, при установке на гипсовую подставку будет расположена соответственно выбранному пути введения.
Гипсовая модель должна легко устанавливаться на подставку, поэтому при отливке модели следует установить ее цоколь на металлическое основание с тремя выступами. Так, на дне модели будут три углубления, а на гипсовой подставке — три выступа, что облегчит их составление.
Этап 10. Дублирование гипсовой модели
Для дублирования применяют специальную кювету, состоящую из двух частей — основания и крышки с тремя отверстиями для заливки массы для дублирования. Гипсовую модель необходимо расположить в центре, чтобы обеспечить получение оттиска со стенками одинаковой толщины. Модель прикрепляют к основанию кюветы пластилином.
Гидроколлоидную массу измельчают, помещают в сосуд и расплавляют на водяной бане. Температура расплавленной массы не должна быть выше 90°С. Предварительно перед заливкой гидроколлоидной массы кювету с гипсовой моделью помещают в сосуд с водой на 5–6 мин.
Охлажденную до 45–42°С гидроколлоидную массу наливают в одно из отверстий кюветы. Она считается заполненной тогда, когда масса появится со всех отверстий. Как правило, масса затвердевает через 30–40 мин при комнатной температуре. Для более быстрого охлаждения кювету, через 15–20 мин после заливки, можно поместить в холодную воду. Затвердевшая масса представляет собой эластичное желеподобное вещество, легко режущееся ножом.
Для извлечения модели из массы снимают основания кюветы, и осторожно выталкивают её из оттиска при помощи длинного, тонкого и прочного металлического стержня, который прокалывает гидроколлоидную массу. На извлеченной гипсовой модели не должно быть кусочков гидроколлоидной массы. Оттиск должен иметь гладкие блестящие стенки с четким рельефом слизистой оболочки и зубов.
Недостатки гелина:
1) разбавление гелина водой впоследствии сказывается на его поверхностной плотности;
2) для ускорения застывания гелина кювету зачастую помещают в холодильник, в результате чего из-за неравномерного охлаждения оттиск деформируется;
3) контакт поверхности огнеупорной модели с водной структурой гелина нарушает ее поверхностный слой и модель приходится парафинировать, в результате чего теряется точность дублирования;
4) при дублировании металлических частей коронок и замков с помощью гелина проблематично получить точную копию выраженных углов, особенно внутренних.
В современной стоматологии для дублирования моделей используются силиконовые дублирующие материалы (Rema-Sil, Neo-Star (Dentarium), Silatec (DMG), Кастогель, Виродубль и др.).
Свойства дублирующих материалов:
1) высокая точность воспроизведения дублируемой поверхности;
2) высокая текучесть;
3) высокая эластичность и устойчивость к разрывам, что гарантирует безупречное дублирование;
4) простое удаление оттиска;
5) длительная сохранность оттиска;
6) пространственная стабильность.
Этап 11. Изготовление огнеупорной модели, ее термохимическая обработка
Для изготовления огнеупорной модели используют массы: «Силамин», «Кристолил», «Бюгелит». Они состоят из смеси огнеупорных тонко размолотых материалов, которые смешиваются с водой. Для приготовления одной модели необходимо 100–120 г порошка. Точное количество порошка определяется умножением веса сухой модели на 1,7.
Порошок насыпают в резиновую колбу, наливают воду и энергично размешивают шпателем. Затем массу вместе с колбой ставят на вибростолик, до появления блеска. Заливку огнеупорной массы в форму также производят на вибростолике с последующим применением вакуума. Этим повышают плотность модели, уменьшая содержание жидкой фазы в огнеупорной формовочной массе. Низкий вакуум способствует отсасыванию воздуха из массы. Процесс вакуумирования продолжается 4–5 мин, после чего вибрационный столик выключают. Через 10–15 мин после заливки модель начинает затвердевать. Окончательный процесс затвердевания модели наступает через 40–45 мин. После этого модель освобождают от дублирующей массы.
После затвердевания модели из огнеупорной массы непрочные, поэтому они подвергаются сушке в сушильном шкафу при температуре 200–250°С в течение 30–40 мин. После чего модель помещают в нагретый до 150°С зуботехнический воск на 10 с. Такое пропитывание модели закрепителем осуществляют в электротермическом приборе.
Этап 12. Нанесение рисунка каркаса бюгельного протеза
Рисунок конструкции каркаса можно перенести на огнеупорную модель, пользуясь чертежом на основной модели, однако, нанесение конструкции кламмеров без определения положения направляющей линии точно сделать невозможно. Поэтому приступают к определению пути введения протеза по отношению к огнеупорной модели.
Ранее изготовленный восковой шаблон со стержнем устанавливают на огнеупорную модель, приливают горячим шпателем края шаблона к боковой поверхности модели, устанавливают модель на столик параллелометра. Наклоняя подставку с моделью в разных направлениях, добиваются точного совмещения осей стержня шаблона и указательного стержня прибора, что свидетельствует о правильном определении первоначального пути введения. Указательный стержень заменяют графитовым отметчиком и производят разметку зубов огнеупорной модели.
Этап 13. Моделирование каркаса бюгельного протеза
При моделировании каркасов необходимо придерживаться основного правила: детали несущей конструкции должны быть одинаковой толщины и достаточно прочные. Моделировку каркаса начинают с опорно-удерживающих кламмеров, зацепных петель, ответвлений, сеток и объединяют их в единое целое непрерывным кламмером и дугой. Моделировку производят с помощью матрицы «Формодент» либо от руки.
Уложенные детали тщательно соединяют расплавленным воском и приклеивают к модели. Заглаживают восковый каркас при помощи ватного тампона или кисточки, покрывают маслом, которое сглаживает шероховатости. Масло смывают тампоном, смоченным ацетонам или эфиром, и приступают к установке литниковой системы.
Этап 14. Установка литниковой системы
Литники — это каналы, по которым расплавленный металл поступает в форму. Для их изготовления пользуются специальным шприцом с канюлями различных диаметров от 0,8 до 4 мм или восковой ниткой.
При установке литников нельзя забывать об усадочных раковинах и газовой пористости. В связи с тем, что кристаллизация металла происходит с периферии отливаемой детали, это приводит к уменьшению объема остывающего металла. Для гомогенной отливки необходимо, чтобы процесс кристаллизации металла происходил при поступлении дополнительного количества расплавленного металла для заполнения образующихся пустот. Для этого на литнике вблизи детали устанавливают депо (прибыль) в форме воскового шарика, который должен быть в 3–4 раза больше объема отливки.
Размер и форма литниковой системы зависит от способа плавки и заливки металла. Если плавка осуществляется в литниковой чаше, то диаметр литника не превышает 1,5 мм, если при плавке металла применять центробежную заливку, то литник должен быть толстым (он играет роль питателя–прибыли).
Литниковая система может быть выполнена в форме литникового креста, крыльчатки или одного канала. Первая система применяется при отливке сложных каркасов и съемных шин. Литники делают плоскими толщиной 0,5–0,6 мм и шириной 1–1,6 мм. Расплавленный металл заливают в форму 3–4 широкими потоками.
Литниковая система в виде крыльчатки образуется путем приклеивания круглых восковых литников к основному стержню. Литники диаметром 3–4 мм имеют дугообразное направление (чтобы металл резко не изменял направление потока).
Одноканальную литниковую систему применяют при центробежной или вакуумной заливке. Толстый литник диаметром 4 – 6 мм устанавливают по направлению вращения модели при её заливке.
Этап 15. Формовка в опоку
Формовку литейного кольца производят так, чтобы смоделированный восковой каркас и литниковая система были равномерно покрыты огнеупорной оболочкой.
Модель с литниковой системой приклеивают к подопочному конусу. Внутреннюю поверхность кольца обкладывают куском листового асбеста, который компенсирует расширение модели при обжиге. Огнеупорной массой того же состава заполняют опоку, установленную на вибростолике. Если кольцо не полностью заполнено формовочной массой, это пространство засыпают сухим песком (маршалитом) и прикрывают влажной пробкой, состоящей из песка, увлажненного 50 %-ным водным раствором жидкого стекла. Чтобы пробка затвердела, в ней нужно сделать 20–30 отверстий для выхода газа. Через 1–2 ч заформованная опока готова к термической обработке.
Готовую опоку устанавливают на металлический лист воронкой вниз и помещают в муфельную печь. В течение 30 мин нагревают до 100°С. Затем опоку переносят во вторую муфельную печь для окончательного обжига. Кольцо укладывают боком воронкой к наружи, и поднимают температуру до 500–600°С, затем доводят до 900–1000°С, когда начинают светиться литники, это говорит о том, что кювета прогрета на всю толщину, и можно приступать к заливке металла.
Этап 16. Литье каркаса
Для литья металлического каркаса бюгельного протеза используют сплавы золота, кобальтохромовые сплавы и сплавы титана.
Необходимым условием для изготовления высокоточного металлического каркаса бюгельного протеза является использование сбалансированного по величине усадки комплекса материалов.
В этом комплексе слепочные и модельные материалы составляют одну группу, а дублирующие и формовочные — другую. Размерные изменения можно представить следующим образом (в лин.%):
Усадка сплава равна: [усадка слепка (-) + расширение модели (+)] + [усадка дублирующей массы (-) + расширение формовочной массы (+)].
Таким образом, усадка сплава равна расширению комплекса материалов. Слепочный материал дает усадку до 0,1 %; гипс — расширение до 0,09–0,1 %, этим они уравновешивают друг друга. Дублирующая масса дает усадку до 0,1 %; формовочный материал — расширение 2–2,3 %. Усадка сплавов — в пределах 2,2 %.
Различные фирмы предлагают высокоточные комплексы материалов. Так, например, Dentarium представляет комплекс: дублирующая масса — Дублинет, формовочная масса — Rema-Exakt, сплав — Remanium.
Этап 17. Механическая обработка каркаса, шлифовка, полировка
После отливки опоку необходимо остудить. Этот процесс должен происходить при комнатной температуре без применения принудительного охлаждения. При распаковке важно помнить, что каркас бюгельного протеза гораздо тоньше, чем литники, поэтому работа молотком, скорее всего, закончится незаметной для глаза деформацией.
После удаления литников необходимо произвести обработку каркаса протеза: удалить остатки паковочной массы, обработать места явных поднутрений, сгладить шероховатости. Каркас обрабатывают в пескоструйном аппарате, жесткой металлической щеткой либо кипятят в 50 %-ном растворе азотной кислоты. Места прилегания к зубам, при необходимости, аккуратно обрабатывают резиновыми полирами. Только после этих процедур можно начать припасовку каркаса на модель.
Этап 18. Припасовка металлического каркаса бюгельного протеза на модели
Припасовку конструкции готового каркаса начинают на первой рабочей модели. Предварительно её освобождают от восковых подкладок. Каркас осторожно укладывают на модель, если он сразу не накладывается, его осторожно припасовывают с помощью фасонных абразивных головок. После наложения каркас обрабатывают на резиновом круге, фильце с пастой Гойя, жесткой щетинчатой и мягкой нитяной щеткой.
При припасовке обращают внимание на следующие ключевые моменты:
1) каркас не должен балансировать;
2) кламмера на всём протяжении должны плотно охватывать опорные зубы;
3) окклюзионные накладки должны располагаться в фиссурах или искусственно созданных углублениях;
4) дуга должна располагаться над слизистой оболочкой и над альвеолярными отростками;
5) под сетками должно быть место для пластмассы базиса.
Стоит отметить, что каркас бюгельного протеза должен накладываться на модель с небольшим усилием, что обусловлено ретенционными свойствами фиксирующих элементов.
Когда припасовка каркаса завершена, его переносят на вспомогательную модель, гипсуют в окклюдатор, проверяют соотношения зубных рядов с окклюзионными накладками и другими деталями и отдают для проверки конструкции врачу.
Перед проверкой конструкции каркаса бюгельного протеза желательно провести его обработку полировочными резиновыми полирами.
Этап 19. Проверка конструкции металлического каркаса в полости рта
При проверке конструкции протеза в полости рта необходимо обратить внимание на следующие факторы:
1. Окклюзионные накладки должны находиться в запланированных местах и не мешать смыканию зубных рядов.
2. Дуга нижнего бюгельного протеза должна отставать от слизистой на 0,3–0,5 мм.
3. Дуга верхнего протеза — плотно прилегать к твердому небу, не оказывая на него давления.