В электроприборостроении среди различных соединений получили наибольшее распространение резьбовые из-за их простоты, надежности и легкости разборки и сборки. В электроизмерительных приборах больше всего распространены резьбовые соединения с диаметром резьбы до 6 мм.
Винты, диаметр головки которых составляет 5—8 мм, крепят обычной отверткой с деревянной или пластмассовой ручкой. Для мелких винтов рекомендуется часовая отвертка, причем для каждого типа винтов нужно выбирать отвертки соответствующего размера, иначе можно повредить прорези в головках винтов. Лезвие отвертки должно иметь параллельные грани, толщину его нужно выбирать немного меньше, чем ширина прорези, а длину — несколько меньшей диаметра головки.
При завертывании очень мелких винтов их приходится поддерживать пинцетом до тех пор, пока они не будут завернуты на 2—3 оборота. В труднодоступных местах для этой цели применяют отвертки с пружинным держателем.
Лезвия отверток должны изготовляться из немагнитных материалов. Стальные отвертки и другие сборочные инструменты следует хромировать.
При массовом и серийном производстве наиболее эффективными являются электрические отвертки (рис. 105), у которых нажатием пусковой кнопки, расположенной непосредственно в рукоятке, запускается электродвигатель 4 и через редуктор <3, снижающий скорость вращения до 200—500 об/мин, передает вращение патрону 2, в котором зажато лезвие /. Применение электрической отвертки вместо ручной значительно ускоряет процесс сборки резьбовых соединений.
Чтобы винты не отвинчивались сами собой, под их головки устанавливают шайбы различной формы. Но иногда наличие шайб может привести к поломке деталей, в таких случаях элементы винтового соединения покрывают шеллаком,нитроклеем марки АК-20 или краской. Разъемные соединения крепят с помощью лака в такой последовательности.
Поверхности, которые будут покрываться лаком, очищают от пыли и жира. Затем лак наносят кисточкой на поверхности деталей, которые высушивают при комнатной температуре. (В тех случаях, когда прибор предназначен для работы при температурах, превышающих 80—100° С, сушка продолжается 1,5 ч при 180° С).

|
|
 динение просушивают в течение примерно получаса при комнатной температуре.
динение просушивают в течение примерно получаса при комнатной температуре.
или конец винта со скрепляемой деталью, чтобы предохранить от самоотвинчивания неответственные соединения. Если в таком соединении имеется гайка, то лак должен связывать ее как с головкой или концом винта, так и со скрепляемой деталью
При скреплении винтом ответственных деталей резьбу покрывают лаком, чтобы небольшое количество его после завинчивания винта вытекло из соединения и осталось на конце винта. Если почему-либо такой способ оказывается невозможным, детали винтового соединения крепят лаком с обеих сторон: и со стороны головки винта, и со стороны его конца, связывая их со скрепляемой деталью так же, как при скреплении неответственных винтовых соединений.
ОСОБЕННОСТИ СБОРКИ ПОДВИЖНЫХ ЧАСТЕЙ
ЭЛЕКТРОИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Подвижные части электроизмерительных приборов резко различаются по конструктивным особенностям. Так, магнитоэлектрические, электродинамические и ферродинамические приборы, у которые подвижная часть выполняется в виде легких катушек (рамок), обязательно имеют безмоментные пружины, растяжки или подвес, которые служат как для подвода тока в рамку, так и для крепления подвижной части. В электромагнитных же приборах подвижную часть крепят с помощью пары керн-подпятник, а спиральные пружины служат для создания противодействующего момента. Керны, растяжки и подвес выполняются как наружными, так и внутренними. Подвижные части приборов могут снабжаться либо стрелкой в форме лезвия ножа или копья, либо зеркалом. Некоторые приборы имеют не одну, а две рамки. У одних они располагаются симметрично относительно оси, у других — несимметрично. Разнообразная форма придается сердечникам катушек: они могут быть прямыми или изогнутыми, снабжаются воздушными или магнитоиндукционными успокоителями.
Электроизмерительные приборы имеют также множество других разнообразных по назначению и конструкции второстепенных деталей, как-то: втулки, изоляторы, токоподводящие и крепежные детали.
К сборке подвижных частей приборов, так же как и к их конструкции, предъявляются весьма высокие требования. При сборке не должны нарушаться форма, размеры, взаимное расположение и физические свойства собираемых деталей и узлов. Для сборки используются разъемные и неразъемные соединения и производятся сборочные операции, которые были описаны выше, причем наиболее распространенными являются опрессовка, обжимка, развальцовка, пайка, склеивание. Первые три операции применяют для закрепления сердечников, электродов, различных держателей. Пайка применяется для крепления деталей тогда, когда необходимо обеспечить повышенную прочность соединения, а также в тех случаях, когда между соединяемыми деталями должен быть обеспечен надежный электрический контакт. Пайку медных деталей производят припоем ПОС-90, а алюминиевых — припоем АВИА-1.
С помощью склеивания крепят полуоси к рамкам и рамки к держателям. Для этих целей применяют целлулоидный клей, после покрытия которым детали должны быть обязательно подвергнуты просушке в течение 15—20 мин при температуре 70—80° С. Если необходимо получить более прочное соединение собираемых деталей, используют клей БФ. Для закрепления букс на оси, стрелок в держателях, а также противовесов используют шеллак. Его сушат в небольших муфельных печах или с помощью электрических грелок до тех пор, пока полностью не испарится спирт, в котором был растворен шеллак.
Значительно меньшее применение нашли резьбовые и штифтовые соединения. Это объясняется тем, что первые сильно утяжеляют узел, а вторые чрезвычайно трудоемки, требуют специального оборудования и могут быть выполнены только высококвалифицированными специалистами.
Детали, которые будут использованы для сборки подвижных частей, должны храниться
 |
|
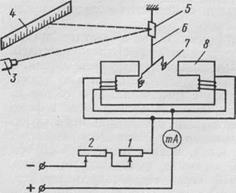
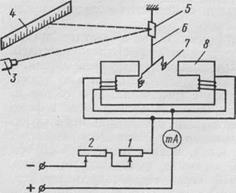
Поверхности деталей, предназначенных для сборки приборов высокой чувствительности (гальванометров), даже после такого хранения должны проходить специальную проверку на отсутствие частичек железа, которые могли попасть туда при их транспортировке и механической обработке. Такая проверка выполняется на крутильных весах (рис. 106). Испытуемую деталь 7 устанавливают на весы, находящиеся в
поле сильного электромагнита 8, в обмотку которого подается постоянный ток. Величина тока ограничивается реостатами 1 и 2. Крутильные весы закреплены на подвесе 6, что обеспечивает их высокую чувствительность. На том же подвесе укреплено зеркало 5, на которое попадает луч света от осветителя 3, отражаясь на шкалу 4 в виде светового пятна, центр которого находится на нулевой отметке шкалы. При наличии даже незначительных частичек железа в результате их взаимодействия с полем электромагнита создается вращающий момент, который смещает центр пятна. По величине этого смещения можно.
судить о наличии на поверхности детали частичек железа
ЗАДАНИЕ ДЛЯ СТУДЕНТОВ
1.Составьте конспект и подготовьтесь к зачёту по вопросам.
2. Дайте определение следующим понятиям: деталь; узел, группа, подгруппа, подгруппа первого порядка; подгруппа второго порядка, процесс сборки прибора, базовая деталь, схема сборки с базовой деталью, схема сборки «веерного» типа.
3. Дайте определение понятиям разъёмное и неразъёмное соединение
4. Дайте определение операции пайка.
5. Укажите какие припои являются мягкими, какие твёрдыми. Приведите примеры мягких и твёрдых припоев.Укажите примерную температуру плавления и состав.
6. Укажите область применения твёрдых припоев в измерительных приборах
7. Укажите какие подготовительные операци выполняются при пайке тонких проводов.
8. Дайте определение операции Сварка
 9. Расскажите назначение,устройство и принцип действия данных установок.
9. Расскажите назначение,устройство и принцип действия данных установок.
10Дайте определение операции склеивание
11. Укажите в каком случае можно в качесве клеящего вещества прменять уксусную кислоту.
12 Укажите какие клей вы знете и для каких материалов они используются.
13. Укажите последовательность работ при склеивании
14. Дайте определение операции клёпка.
15. Укажите какими свойствами должен обладать материал заклёпки.
16. Укажите какие инструменты и приспособления применяются для выполнения клёпки
17. Дайте определение операции запррессовка. Приведите примеры использования запрессовки в измерительных приборах
18.Дайте определение операции завальцовывание.
19. Укажите инструменты для завальцовывания.
20 Приведите примеры использования завальцовывания в электроизмерительных приборах
21Дайте определение операции заформовка.
22. Перечислите известные вам разъёмные соединения.
23.Укажите как правиьлно подобрать размер отвёртки
24. Как предохраняют резьбовые соединения от самопроизвольного раскручивания.
25. Назовите требования к сбрке подвижных частей измерительных приборов
26.Приведите примеры разъёмных и неразъёмных соединений, которые используются при сборке электроизмерительных приборов
27.
 |
Укажите для каких целей используется данная установка Как она работает.