Полирование.
Полирование производят в том случае, когда необходимо по лучить малую шероховатость поверхности с высотой микронеровностей от 0,1 до 0,012 мкм по параметру Ra. Полирование осуществляют шлифовальной шкуркой. Шкуркой охватывают заготовку, прижимая ее с помощью приспособления, называемого жимком, который состоит из двух шарнирно связанных деревянных колодок.
Токарь удерживает жимок за ручки левой рукой, а правой рукой поддерживает шарнир и осуществляет продольную подачу. Можно закреплять шкурку в резцедержателе при помощи деревянной колодки с обхватом заготовки шкуркой.
Не допускается прижим шкурки к заготовке вручную. При внутреннем полировании шкурку наматывают на деревянную оправку, закрепив ее конец в прорези оправки.
Не допускается полирование отверстия с прижимом шкурки ладонью или пальцем. Окружная скорость при полировании шкуркой 60...70 м/мин. Чтобы абразивная пыль не попадала в отверстие патрона, его закрывают заглушкой из пенопласта, а направляющие станины прикрывают брезентовой тканью.
Пластическое деформирование.
Поверхностное пластическое деформирование (ППД) - это вид упрочняющей обработки, при котором не образуется стружка, а происходит пластическое деформирование тонкого поверхностного слоя заготовки, распространённый и эффективный способ повышения несущей способности металлических деталей машин. Применение ППД позволяет эффективно влиять на повышение долговечности деталей, работающих в условиях циклических нагрузок, трения и воздействия коррозионных сред и имеющих концентраторы напряжений, места посадок с гарантированным натягом.
Пластическое деформирование поверхностного слоя заготовки является одним из способов повышения качества обработанной поверхности. Этот способ используется для отделки поверхностей деталей, у которых необходимо повысить твердость и износостойкость для увеличения долговечности в процессе использования. Сущность процесса состоит в смятии, сглаживании микронеровностей под давлением обкатника, что уменьшает шероховатость поверхности до 0,4…0,05 мкм по параметру. Ra. Припуск на пластическое деформирование не оставляют, так как в процессе обработки величина размера практически не изменяется.
Для наружного обкатывания используют роликовый обкатник, ролик которого имеет вращательное движение. Ролик изготавливают из закаленной стали, качество его поверхности высокое.
При обработке державку, закрепленную в резцедержателе, подводят поперечной подачей до соприкосновения ролика с поверхностью детали. Окружная скорость вращения детали — 20...30 м/мин, продольная подача — 0,05...0,1 мм/об. Включают станок и делают два-три рабочих хода в продольном направлении с автоматической подачей. В процессе обработки используют СОТС (веретенное масло, индустриальное масло 20). Пластическое деформирование можно производить, используя также шариковый обкатник.
Внутреннее раскатывание выполняют раскатником-вальцовкой. Ролики вальцовки расположены в прорезях обоймы под небольшим углом (1°30') к оси оправки, поэтому во время работы вальцовка как бы ввинчивается в раскатываемое отверстие. Для обкатывания отверстий разных диаметров применяют самостоятельные вальцовки.
Обкатывание отверстий большого диаметра выполняют шариковым обкатником (по типу обкатника для наружных поверхностей).
Детали с малой величиной шероховатости поверхности хорошо противостоят коррозии, меньше изнашиваются в процессе обработки.
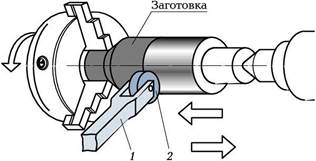
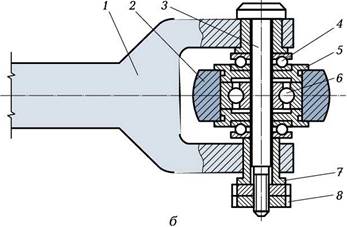
Рис. Роликовый обкатник
а — процесс обкатывания; б — устройство роликового обкатника; 1 — державка; 2 — ролик; 3 — ось; 4 — упорный подшипник; 5 — фланец; 6 — шарикоподшипник; 7 — втулка; 8 — гайка; стрелками показаны направления перемещения ролика
Контрольные вопросы.
1.Что используется при выполнении процесса полирования.
2.Какое правило безопасности труда необходимо выполнять при полировании.