Их применяют для обслуживания металлорежущих станков с ЧПУ. По числу захватов делят на одно- и многозахватные устройства, по способу базирования – центрирующие и нецентирующие. Наиболее широко применяются для станков токарной группы, обеспечивая загрузку деталей типа тел вращения. Для автоматического поджима заготовок (типа дисков) при установке их в патроне захватные устройства снабжаются подпружиненными упорами (рис. 13.4).

1 – патрон, 2 – деталь, 3 – губки захвата, 4 – упор подвижный, 5 – пружина, 6 – крышка, 7 – корпус захвата
Рис. 13.4. Захватное устройство с подпружиненным упором.
По характеру крепления к рабочему органу робота захватные устройства подразделяются на 4 группы:
1) несменяемые захватные устройства;
2) сменные захватные устройства;
3) быстросменные;
4) автоматизированные.
Несменяемые захватные устройства являются неотъемлемой частью конструкции робота. Предназначены для взаимодействия с одной деталью и не требуют переналадки. Они характерны для массового производства. Захват деталей разных размеров обеспечивается раскрытием губок из расчета размеров наибольшей детали. В качестве несменяемых захватных устройств также применяют целевые (специализированные) захватные устройства, которые способны захватывать детали сходные по конфигурации, и обеспечивать возможность перехода с одного типоразмера заготовок на другой. Для установки цилиндрических заготовок в патроне или центрах токарных станков используют целевые центрирующие зажимные устройства. Такие устройства без замены губок применяются 3 типов:
а) клещевого типа (с поворотным движением губок);
б) с плоскопараллельным движением губок;
в) с тремя захватными губками, перемещающимися к центру и от центра заготовки.
Устройства клещевого типа не обеспечивают постоянства положения оси заготовок. Для сокращения смещения оси при изменении диаметра заготовки губки профилируют так, что в определенном диапазоне диаметров обеспечивается центрирование заготовок. Верхние части губок выполняют одинаковой ширины и располагают одну напротив другой, а нижние части выполняют срезанными. Это позволяет надежно центрировать заготовки типа валов, даже если они ступенчатые.
На рис. 13.5. показаны конструкции целевых центрирующих захватных устройств клещевого типа и с плоскопараллельным движением губок.
Захватное устройство клещевого типа имеет две пары поворотных губок 1, установленных на осях 7. Профиль губок допускает центрирование валов в широком диапазоне размеров. Рейки 3 соединены рычагами 4, образующими с ними шарнирный параллелограмм. При перемещении реек 3 вверх посредством тяги 2 привода зубчатые секторы 8 рычагов, зацепляющихся с рейками 3, поворачиваются попарно, что создает возможность захватывания ступенчатых валов. Части 5 профиля губок 1 срезаны по толщине, а части 6 имеют полную ширину. Это обеспечивает захват и центрирование заготовок, расположенных в момент захватывания со смещением. Центрирующее захватное устройство, предназначенное для захватывания заготовок типа фланцев и колец, имеет одну пару губок, а в остальном оно аналогично вышеописанному устройству.
Центрирующие захватные устройства с параллельным движением губок представлены на рис. 13.5, б и в. Они исключают смещение оси заготовки при изменении ее диаметра в широком диапазоне размеров. В корпусе 3 устройства шарнирно закреплены рычаги 1 (рис. 13.5, б). Тяга 4 привода, перемещающаяся в направляющих корпуса, соединена со втулкой 7, на которой закреплены оси рычагов 2 и 5. К средним точкам рычагов 2 шарнирно присоединены концы рычагов 1. Рычаги 2 длиннее рычагов 1 в два раза, и шарнирные треугольники, образованные этими рычагами – равнобедренные. Поэтому нижние концы рычагов 2 и 1 будут располагаться на одной прямой при любых углах между ними, что обеспечивает прямолинейность перемещения губок. Захватные губки 6, шарнирно закрепленные на концах рычагов, составляющие с ними и тягой 4 шарнирные параллелограммы, обеспечивают параллельность губок.
В захватном устройстве на рис. 13.5, в привод через центральный валик 1 передает вращение с помощью установленного на нем центрального зубчатого колеса планетарной передачи водилу, а от него через конические шестерни 2 – двум зубчатым колесам 3, входящими в зацепление с зубчатыми секторами 4, нарезанными на криволинейной поверхности планок, замыкающих шарнирные четырехзвенники. К планкам прикреплены захватные губки 5.
Центрирующие захватные устройства с тремя губками (рис. 13.6) сохраняют положение оси или наружных базирующих поверхностей в широком диапазоне диаметров заготовок. Устройства имеют подвижную вдоль оси симметрии захватного устройства опору, перемещаемую в направлении заготовки. Торец опоры контактирует с заготовкой. Две поворотные зажимные губки кинематически связаны с опорой посредством кулачкового механизма, позволяющего перемещать зажимные губки по заданному закону, обусловленному формой заготовки и особенностями их базирования.
Устройство, показанное на рис. 13.6, а, предназначено для установки заготовок в центрах, а на рис..13.6, б – в призму. Корпус 1 захватного устройства (рис. 13.6, а) прикреплен к рабочему органу 2 робота, в котором установлен пневмо- или гидроцилиндр со штоком 3. Последний жестко соединен с подвижной опорой 4, на которой установлен кулачок 5. Захватные губки 7 имеют на концах ролики 6, контактирующие с кулачками 5. Пружина 9 создает силовое замыкание кулачкового механизма. Заготовка 8 контактирует с рабочими поверхностями подвижной опоры 4 и захватных губок 7. Для захвата заготовки рука робота с захватным устройством перемещается сверху вниз в положение, соответствующее оси заготовки (независимо от его диаметра). При этом заготовка находится между разведенными губками. После этого привод перемещает опору 4 и кулачок 5 вниз, в результате чего губки 7 одновременно с опорой перемещаются к заготовке. Профилирование кулачков позволяет независимо от размера диаметра заготовки обеспечить синхронное касание трех контактирующих элементов с заготовкой, обеспечивая ее центрирование.
В захватном устройстве (рис. 13.6, б) для захвата заготовок, устанавливаемых в призму, перемещение рабочего органа заканчивается тогда, когда захватное устройство займет положение, при котором рабочие поверхности губок 7 будут представлять собой продолжение рабочих поверхностей призмы, в которую устанавливается заготовка, а затем обеспечивается поджим заготовки к губкам подвижной опорой 4. Шарикодиапазонное центрирующее захватное устройство с тремя губками
(рис. 13.6, в) обеспечивает сохранение оси заготовок независимо от их диаметров. Устройство имеет три губки специального профиля, на которых выполнены зубчатые секторы. Две губки 7 и 8 свободно установлены на общей оси 6, а губка 9 – на оси 10, зубчатые секторы губок 7 и 9 зацепляются с одинаковыми зубчатыми колесами 1 и 4, зацепляющимися одновременно с рейкой 2, соединенной с тягой 3 привода. Зубчатый сектор губки 8 зацепляется с зубчатым колесом 4 через промежуточное зубчатое колесо 5. При перемещении рейки 2 зубчатые колеса 4 и 1 поворачивают губки 7 и 9 на одинаковый угол. При этом колесо 4 через промежуточное зубчатое колесо 5 поворачивает губку 8 на тот же угол навстречу губке 7. Губки сходятся к центру заготовки таким образом, что углы между каждой из губок и направлениями от их осей на ось заготовки остаются одинаковыми при любом раскрытии губок, что обеспечивает центрирование заготовки. Такое устройство обеспечивает больший, чем приведенные выше конструкции, диапазон захвата заготовок при тех же габаритах устройства, но конструкция его сложнее.
Для захвата различных заготовок при загрузке-разгрузке в приспособлениях станков применяют несменяемые захватные устройства со сменными губками, что расширяет их технологические возможности. Сменные губки крепятся с помощью винтов. Иногда предусматриваются направляющие элементы в виде призматических или прямоугольных направляющих (рис. 13.7).
Захватное устройство с зубчатым механизмом показано на рис. 13.7, б. В корпусе 1 на осях свободно установлены две пары рычагов 2 и 3, 4 и 5, зубчатые секторы рычагов 3 и 4 зацепляются с рейкой 7, соединенной с тягой привода зажимного устройства. Рычаги попарно соединены с кронштейнами 6 и 9, к которым крепятся сменные губки 8, 10 и 11. Рычаги, кронштейны с губками и корпус образуют два шарнирных механизма, которые обеспечивают центрирование захватываемых заготовок плоских деталей (с губками 9) или цилиндрических (с губками 10 и 11).
Захватное устройство (рис. 13.8) с электроприводом 4 и с двумя парами быстросменных губок 3 и 1 предназначено для захвата заготовок различных диаметров. Быстрая смена губок осуществляется поворотом всего узла относительно оси 2. При этом муфта привода размыкается. Раскрытие губок осуществляется пружинами 6. После захвата заготовки губки жестко фиксируются тягой 5.
Сменные захватные устройства – самостоятельные агрегаты с базовыми поверхностями для крепления к рабочему органу промышленного робота. Применяются при обработке заготовок большими партиями. Распространено фланцевое крепление сменных устройств. На роботе выполняется фланец с центрирующим отверстием и резьбовыми отверстиями, расположенными по окружности. Это позволяет размещать часть элементов захватных устройств внутри робота. Существует два исполнения фланца: круглой и квадратной формы с одинаковыми координатами крепежных отверстий. На круглых фланцах больших размеров выполняют четыре дополнительных крепежных отверстия, обеспечивающих большую грузоподъемность захватов (рис. 13.9).
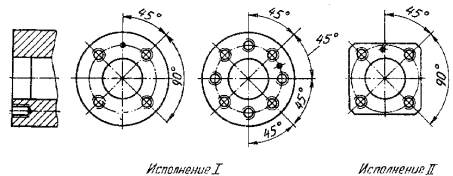
Рис. 13.9. Сменные захватные устройства: исполнение I с круглым фланцем; исполнение II с квадратным фланцем.
Быстросменные захватные устройства применяют в серийном и мелкосерийном производстве при обработке заготовок небольшими партиями. Исполнения разнообразны. Часто используют байонетное крепление или близкое к нему (рис. 13.10).
При установке в жестко закрепленный на рабочем органе 13 робота корпус 2 сменного захватного устройства 12 оправка 9 смещает клапан 5 влево, сжимая пружину 3 до западания шариков 7 в кольцевую проточку оправки (рис. 13.10, а). при этом пружина 4 перемещает гильзу 6 вправо до упора в неподвижное кольцо 10, прижимая шарики 7, фиксирующие захват в осевом направлении. Торцовое шпоночное соединение 11 фиксирует захват от поворота. Для смены захватного устройства гильзу 6 перемещают влево вручную, сжимая пружину 4. Шарики под действием пружины 3, перемещающей клапан 5 вправо, смещаются в кольцевую проточку 8 гильзы. При этом клапан 5 перекрывает канал 1 для подвода рабочей среды пневмо- или гидропривода, а оправка 9 смещается вправо. После этого наладчик снимает захватное устройство и заменяет его другим. Время установки и фиксации захватного устройства – не более 0,1 мин. Конструктивным исполнением мест крепления быстросменных захватных устройств может иметь байонетное крепление. Такое крепление может быть использовано как для быстрой ручной, так и для автоматической смены захватных устройств. Конструкция мест крепления быстросменных захватных устройств к рабочему органу робота показана на рис. 13. 10, б. В рабочем органе 1 робота выполняется гнездо для установки хвостовика 2 быстросменного захватного устройства и фиксаторный палец 3. Для замены захватного устройства необходимо повернуть его на 900 (см. вид А – А) и вынуть из гнезда, предварительно вынув фиксатор.
Конструкция автоматизированных захватных устройств должна обеспечивать возможность автоматического закрепления их на рабочем органе робота. Применяются в мелкосерийном производстве при обработке заготовок минимальными партиями. Такие устройства могут быть автоматически переналаживаемые и автоматически заменяемые. Автоматическая переналадка захватных устройств в соответствии с геометрическими параметрами заготовок повышает их универсальность. Конструкции разнообразны (рис. 13.11).
Автоматическое переналаживаемое захватное устройство (рис. 13.11, а) состоит из корпуса 12 с губками 8, зубчатые секторы которых зацепляются с рейкой 9, соединенной со штоком поршня пневмоцилиндра 10, подвижно установленного в корпусе. Цилиндр 10 может перемещаться гидроцилиндром 11, масло в который нагнетается из бака 7 насосом 6 через распределитель 1. Положение цилиндра 10 определяется преобразователями 3 и 2, задающим блоком 5 и настраиваемым сигналом блока сравнения 4. Такая конструкция позволяет обеспечить постоянное (минимальное) время зажима-разжима заготовок различных размеров.
Многопальцевое автоматически переналаживаемое захватное устройство с подпружиненными пальцами 1, установленными на каретках 2, перемещающихся относительно корпуса 3, показано на рис. 13.11, б. При подходе к заготовке и соприкосновении с ней часть пальцев, перекрываемых головкой, утапливается. При сближении кареток пальцы, оставшиеся неутопленными, захватывают и зажимают заготовку. Такая конструкция обеспечивает возможность захвата заготовок различной формы и размеров.
Для хранения сменных захватных устройств могут быть использованы магазины стационарного, подвижного и комбинированного типов. Магазин сменных захватных устройств выполняется в виде поворотного диска с кодовыми гребенками. Поворот диска осуществляется от гидропривода через зубчатую передачу. В диске попарно расположены фиксирующие пальцы, ориентирующие по окружности сменные захватные устройства. На торцах захватных устройств выполнены Т-образные пазы, которые при установке захватных устройств в магазин образуют кольцевой паз, с которым взаимодействуют два гидравлических Т-образных прихвата, установленных на двуплечем поворотном рычаге, снабженном зажимными элементами. В исходном положении прихваты вводятся в пазы сменных захватов, установленных в магазине. Выбор и смена требуемой пары захватов осуществляется при вращении магазина.
Захватные устройства в гнездах магазина, выполненного в виде неподвижной стойки или поворотного диска. Захватное устройство опирается на торцовую поверхность магазина 1 фланцем 8 и центрируется цилиндрическим пояском 9 по отверстию гнезда магазина, имеющему вырез для прохода верхней части корпуса захватного устройства. Угловое положение захватного устройства определяется штифтом 2. Угловая фиксация захватного устройства в рабочем органе 7 робота осуществляется фиксатором 4, представляющим собой подпружиненный плунжер с роликом 3. Он закрепляется во втулке 5, установленной на рабочем органе 7 робота. От поворота плунжер удерживается винтом. Он соединен также с рукояткой 6 для ручной фиксации захватного устройства. Поскольку штифт 2 магазина входит в тот же паз 10 фланца 8, что и ролик 3 фиксатора, в момент установки захватного устройства в магазин штифт 2 отжимает фиксатор. Это позволяет рабочему органу 7 робота вместе с фиксатором повернуться на 900, что необходимо для расстегивания байонетного замка. При повороте рабочего органа 7 на 900 ролик 3 от сжатого фиксатора катится по поверхности фланца 8. После поворота на 900 рабочий орган 7 робота уходит вверх, а захватное устройство остается в гнезде магазина 1. Для установки в рабочий орган робота нового захватного устройства рабочий орган, перемещаясь в это время на 900 относительно паза, взаимодействуя с фланцем, отжимается. При повороте рабочего органа на 900 байонетный замок застегивается. При этом ролик 3 катится по поверхности фланца 8. В конце поворота ролик поднимается вместе с захватным устройством. При этом паз 10 захватного устройства сходит со штифта 2, и фиксатор под действием пружины входит в паз. При обслуживании одним роботом нескольких единиц оборудования автоматическая смена захватов может оказаться единственно возможным решением, если на станках одновременно обрабатываются детали различной конфигурации и массы.