Практическая работа №7
Гелий и аргон для сварки должны соответствовать определенным требованиям в отношении их чистоты и содержания примесей. Эти требования значительно изменяются в зависимости от состава и толщины свариваемого металла, а также состава присадочного металла. Они повышаются с усложнением состава свариваемого и присадочного металла и с увеличением толщины свариваемого материала.
Наиболее высокие требования к чистоте инертных газов предъявляются при сварке алюминиевых сплавов и алюминия. При использовании вольфрамового электрода для сварки на переменном токе алюминия и его сплавов минимальное содержание гелия или аргона должно составлять 99,7-99,8%. Примеси кислорода, азота, водяного пара, водорода, углекислого газа и углеводородов в заметных количествах недопустимы.
Водяной пар под действием дуги диссоциирует на водород и кислород, увеличивая, таким образом, содержание этих примесей в окружающей дугу атмосфере. Водород абсорбируется расплавленным металлом и, медленно выделяясь при его охлаждении, дает пористый шов.
При сварке магниевых сплавов водяной пар (или водород) вызывает значительную пористость шва даже в том случае, когда их содержится в инертном газе всего 0,2-0,3%.
При сварке алюминиевых сплавов гелий или аргон должны, быть полностью осушены.
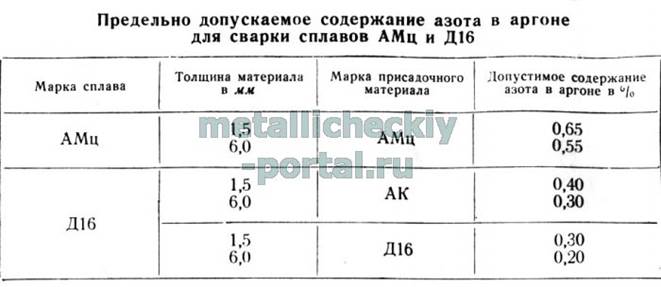
В табл. 1 приведены предельные содержания азота в аргоне для сварки сплавов АМц и Д16.
Отрицательное влияние азота и кислорода проявляется главным образом в технологических затруднениях процесса сварки (ухудшается формирование шва и сплавление кромок); с этой точки зрения предельное содержание примеси кислорода в аргоне для сварки большинства легких сплавов следует ограничить величиной 0,05%.
На механические свойства соединений сплавов АМц и Д16 примеси азота и кислорода в количестве соответственно до 1 и 0,5% не оказывают вредного влияния. Заметное снижение механических свойств указанных соединений, наступающее при превышении указанных пределов, обязано также плохому формированию шва, не-сплавлению кромок с обратной стороны шва и другим дефектам, вызывающим ослабление сечения шва.
Для сварки нержавеющих сплавов типа 18-8 оказалось возможным применить аргон с примесью водяного пара около 0,5%.
Содержание влаги в газе увеличивается по мере снижения давления гелия в баллоне, и при давлении 3,5 ати могут образоваться дефекты в металле шва. Поэтому появление в швах пористости служит сигналом о необходимости смены баллона.
Кислород, реагируя с металлом, образует окисные пленки, затрудняющие сплавление кромок и вызывающие посторонние включения в сварном шве.
При сварке магниевых сплавов содержание кислорода не должно превышать 0,5%.
Таблица 1.
При сварке нержавеющих сплавов типа возможно применять аргон с примесью кислорода до 1 %. Никель и высоконикелевые сплавы, а также углеродистые стали можно сваривать с аргоном, в котором имеются лишь следы кислорода.
При сварке магния и его сплавов, а также нержавеющей стали типа 18-8 с использованием вольфрамовых электродов оказалось возможным применять технический аргон т. е. в смеси с азотом, содержание которого доходило до 20%. При большем содержании азота начинает плавиться вольфрамовый электрод. При замене же вольфрамового электрода угольным сплавы 18-8, а также сплавы 25-20 и ХН78Т оказалось возможным сваривать, используя в качестве защитного газа азот. Азот можно применять также при сварке меди.
Увеличение содержания азота в аргоне при сварке указанных выше нержавеющих сплавов, а также меди ведет к увеличению скорости сварки ввиду увеличения тепловой мощности дуги. Наоборот, при сварке магния и его сплавов присутствие азота в гелии или аргоне снижает скорость сварки. Такое действие азота в этом случае объясняется, повидимому, химическими взаимодействиями между расплавленным магнием и азотом.
Имеются сведения о том, что примесь азота в аргоне также ухудшает свойства сварных соединений магниевых сплавов.
В сварных швах магниевых сплавов МА1 и МА8, выполненных с аргоном, содержащим азот (технический аргон), рентгеном обнаружены газовые поры и включения диаметром до 0,5 мм. В швах, выполненных с использованием чистого аргона (с содержанием азота, равным 0,4%), указанные дефекты не обнаружены.
Испытаниями сварных соединений на растяжение установлено снижение механических свойств при использовании технического аргона с содержанием азота до 14,7%.
Помимо указанного, при сварке магниевых сплавов МА1 и МА8 на весу (без подкладки) с использованием технического аргона (содержащего азот) не удается получить удовлетворительный шов, при использовании же чистого аргона сварка на весу при соответствующей тренировке сварщика удается довольно легко.
Алюминий можно сваривать на постоянном токе прямой полярности при условии использования гелия очень высокой чистоты (99,99%).
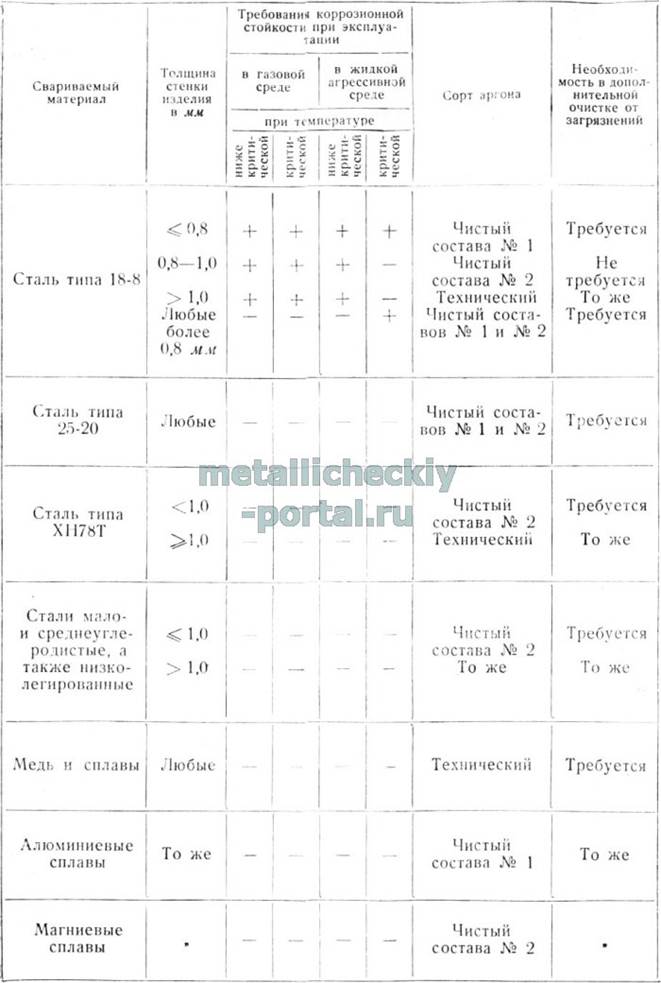
Требования к чистоте аргона для сварки некоторых металлов и сплавов сведены в табл.2.
Таблица 14. Требования к чистоте аргона:
Очистка инертных газов
Получаемые промышленным путем инертные газы (аргон и гелий) обычно содержат примеси, которые могут быть удалены из газа различными физическими или физико-химическими способами.
Для осушки газа применяют охлаждение, компримирование и сочетание компримирования газа с его охлаждением. К физико-химическим методам осушки относятся процессы абсорбции и адсорбции влаги, нашедшие широкое развитие.
Осушка с применением адсорбентов заключается в поглощении влаги высокопористыми веществами: силикагелем, алюмогелем.
В условиях эксплуатации выявились несомненные преимущества алюмогеля (активированной окиси алюминия) перед силикагелем, хотя по своей поглотительной способности оба они высокоактивны. Эти преимущества состоят в большей механической устойчивости окиси алюминия при многократной регенерации, которая для oкиси алюминия проводится при температуре 245-260° С, для силикагеля - при 180-220° С.
Очистку от кислорода можно производить пропусканием газа через сосуд с нагретой медной стружкой или обрезками медной проволоки. Кальций, нагретый до 700° С, также хорошо поглощает кислород. Водород можно удалить, пропуская газ через сосуд с нагретой окисью меди. При этом, если в газе содержится примесь окиси углерода, последняя восстанавливает окись меди и превращается в углекислый газ, который поглощается едким кали или едким натром (каустиков).
Методы очистки газа от азота весьма сложны. Один из способов заключается в пропускании газа через сoсуд с горящей в нем дугой между кальциевыми или бариевыми электродами. При зажигании дуги кальций или барий частично испаряются, а ионизированные газы, кроме инертных, поглощаются металлом электродов, осаждающимся на стенках сосуда. Другой метод заключается в пропускании содержащего азот газа над раскаленным или расплавленным магнием или кальцием при повышенном давлении.
Из-за трудностей осуществления и дороговизны описанных методов очистка инертного газа от азота на месте его использования для сварки нецелесообразна.