В настоящее время в качестве источников питания сварочной дуги постоянного тока применяются сварочные выпрямители, источники постоянного тока со звеном высокой частоты и вращающиеся электромашинные преобразователи и агрегаты.
Сварочные однопостовые выпрямители - это статические преобразователи энергии трехфазной сети переменного тока в энергию выпрямленного тока, используемую для дуговой сварки. Они используются для питания дуги при ручной дуговой сварке штучными электродами, при механизированной сварке под флюсом и при сварке плавящимся электродом в среде углекислого газа.
Сварочные выпрямители можно разделить по способу регулирования и по количеству постов. Существуют следующие способы регулирования сварочного тока и напряжения: механическое и электронное.
1. Однопостовые сварочные выпрямители с механическим регулированием.
Для ручной дуговой сварки применяются выпрямители с механическим регулированием, которые завоевали широкую популярность благодаря простоте конструкции, надежности в работе, легкости в обслуживании, высоким сварочным качествам. Для получения падающих внешних характеристик и регулирования сварочного тока в данных источниках используются трансформаторы с повышенным магнитным рассеиванием, при этом используются две основные системы механического регулирования: подвижные магнитные шунты и подвижные катушки.
Трансформаторы с подвижными магнитными шунтами в трехфазном варианте широко применяются в сварочных выпрямителях за рубежом. Основное достоинство данной системы регулирования - возможность достижения достаточно широких пределов сварочного тока в одном диапазоне. Однако это возможно только при очень малых воздушных зазорах (0,5 мм) между подвижным шунтом и стержнями трансформатора. Обеспечение таких зазоров в условиях массового производства представляет большие технологические трудности.
Значительное распространение в выпрямителях для ручной дуговой сварки получили трансформаторы с подвижными катушками.
Для механизированной сварки в защитных газах, на жестких характеристиках, применяются выпрямители со ступенчатым и плавным регулированием выходного напряжения.
Выпрямители со ступенчатым регулированием выходного напряжения (рис. 1) относятся к категории наиболее простых источников питания, получивших значительное распространение, так как они обладают высокими сварочными свойствами.

Рис. 1. Выпрямитель со ступенчатым регулированием выходного напряжения
Они состоят из трехфазного понижающего трансформатора с секционированной первичной обмоткой и двух переключателей ступеней.
У сварочных выпрямителей с плавно-ступенчатым регулированием плавное регулирование сварочного тока и напряжения может производиться с помощью дросселя насыщения, включенного во вторичную цепь силового трансформатора. Регулирование дросселем насыщения привлекает простотой управления сварочным режимом и возможностью его стабилизации при колебаниях напряжения сети.
Ступенчатое регулирование производится путем изменения коэффициента трансформации силового трансформатора. Соединению фаз первичной обмотки треугольником с использованием отводов соответствует первая ступень регулирования рабочего напряжения (максимальное напряжение), соединению первичных обмоток треугольником (без отвода) - вторая ступень регулирования, соединению первичных обмоток звездой с использованием отводов - третья ступень регулирования.
Универсальные сварочные выпрямители с фазовым (тиристорным) регулированием применяются как для ручной дуговой сварки, так и для механизированной сварки в защитных газах. Сочетая в себе функции выпрямления и регулирования, тиристорный регулятор позволил простыми методами решить задачи разработки выпрямителей с жесткими и падающими внешними характеристиками, с дистанционным регулированием, стабилизацией режима сварки при колебаниях напряжения сети и программным управлением.
Тиристорные выпрямители представляют собой, как правило, замкнутую систему авторегулирования с обратными связями по току и напряжению.
1. Функциональные блок-схемы
Типовая функциональная блок-схема сварочного выпрямителя с механическим регулированием и падающими, а также жесткими внешними характеристиками приведена на рисунке 2.

Рис. 2. Сварочный выпрямитель с механическим регулированием: СТ - силовой трансформатор; СВБ - силовой выпрямительный блок; L – дроссель
Типовая блок-схема однопостового тиристорного выпрямителя с универсальными характеристиками приведена на рисунке 3.
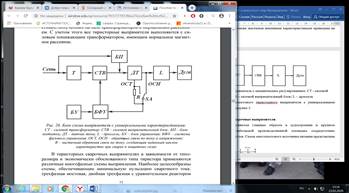
Рис. 3. Блок схема выпрямителя с универсальными характеристиками: СТ – силовой трансформатор; СТВ – силовой выпрямительный блок; БП – блок подпитки; ДТ – датчик тока; L – дроссель; БУ – блок управления; БФУ – система фазового управления; ОСТ, ОСН – обратные связи по току и напряжению; R – частичная обратная связь по току, создающая заданный наклон характеристик при сварке в защитных газах
1. Многофазные схемы выпрямления.
Многофазное выпрямление обеспечивает равномерную нагрузку питающей сети и лучшее использование вентилей, активных материалов трансформатора и дросселей, а также меньшую пульсацию выходного напряжения и тока. Различают следующие многофазные схемы выпрямления (рис. 4):
· Трехфазная мостовая схема выпрямления.
· Двойная трехфазная схема с уравнительным реактором.
· Простая шестифазная схема с нулевой точкой.
· Кольцевая схема выпрямления.

Рис. 4. Многофазные схемы выпрямления
Внешние характеристики трехфазной мостовой, двойной трехфазной с уравнительным реактором и кольцевой схемы одинаковы при равных значениях напряжения короткого замыкания трансформаторов.
1. Сварочный дроссель.
В однопостовых сварочных выпрямителях для сварки в среде защитных газов большое распространение получил способ ограничения тока короткого замыкания в результате включения в сварочную цепь дросселя с воздушным зазором, имеющего, как правило, две ступени индуктивности (рис. 5).

Рис. 5. Сварочный дроссель с двумя ступенями регулирования
Необходимая индуктивность в сварочной цепи и соответственно скорость нарастания тока короткого замыкания зависят от диаметра применяемой проволоки и режима сварки.
В выпрямителях со ступенчатым изменением индуктивности на токах 315, 500 и 630 А первая ступень (малая индуктивность) предназначена для сварки тонкой электродной проволокой во всех пространственных положениях, вторая ступень (большая индуктивность) - для сварки толстой электродной проволокой, а также для работы на падающих внешних характеристиках в универсальных выпрямителях.
В тиристорных сварочных выпрямителях дроссель в цепи выпрямленного тока необходим не только для ограничения пиков тока короткого замыкания при сварке в среде углекислого газа, но и при ручной дуговой сварке или сварке под флюсом, для сглаживания пульсаций выпрямленного тока, величина которых зависит от пределов регулирования.
В отдельных случаях в тиристорных сварочных выпрямителях переключение ступеней индуктивности может производиться дистанционно в зависимости от режима сварки (рис. 6). Для этого в основной дроссель с воздушным зазором введена дополнительная обмотка управления ОУ, магнитно-связанная с силовой обмоткой дросселя ОД.

Рис. 6. Двухступенчатый дроссель с дистанционным управлением
Кроме дросселей со ступенчатым регулированием индуктивности существует дроссель, обеспечивающий повышение стабильности сварочного процесса и бесступенчатое регулирование индуктивности в зависимости от режима сварки (рис. 7).

Рис. 7. Сварочный дроссель с плавно изменяемой индуктивностью
Применяются дроссели с двумя обмотками управления и диодами, обеспечивающие автоматическое изменение индуктивности при сварке. Значение индуктивности зависит от режима работы выпрямителя.
При сварке в режимах малых токов встречное напряжение дуги невелико, ток, непрерывно протекающий в обмотках II и III, при горении дуги становится больше, дроссель L1 имеет малую индуктивность. На больших режимах увеличивается запирающее рабочее напряжение дуги, ток во вспомогательных обмотках уменьшается, индуктивность дросселя увеличивается. Таким образом, осуществляется автоматическое изменение индуктивности при изменении режима сварки.
Изменение индуктивности дросселя особенно значительно в выпрямителях с тиристорным регулированием. В этом случае напряжение, наводимое в обмотках управления, и протекающий по ним ток зависят от угла открытия тиристоров и возрастают при сварке в режимах малых токов с ростом пульсации сварочного тока.
В выпрямителях с универсальными характеристиками вместо диодов устанавливаются тиристоры, которые при работе на падающих характеристиках запираются, и таким образом дроссель работает в неуправляемом режиме.
1. Многопостовые сварочные выпрямители.
Эти выпрямители применяются главным образом в судостроении и крупном машиностроении, когда на небольшой производственной площадке сосредоточено значительное число сварочных постов. Схема многопостового источника питания представлена на рисунке 2.
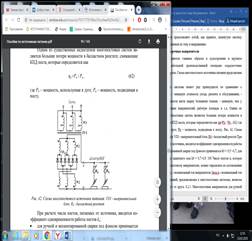
Рис. 2 Схема многопостового источника питания: VD1 - выпрямительный блок; Rб - балластный реостат
Подобные многопостовые системы имеют ряд преимуществ по сравнению с однопостовыми выпрямителями:
- меньшую стоимость ухода, ремонта и обслуживания;
- возможность в случае необходимости вести сварку большими токами;
- меньшую, чем у эквивалентного числа однопостовых выпрямителей, рабочую площадь и т.д.
Одним из существенных недостатков многопостовых систем являются большие потери мощности в балластном реостате, снижающие КПД поста, которые определяются как:

где Рд – мощность, используемая в дуге; Рп – мощность, подводимая к посту.
При расчете числа постов, питаемых от источника, вводится коэффициент одновременности работы постов kо:
для ручной и механизированной сварки под флюсом принимается kо = 0,5 –0,7;
для механизированной сварки в среде защитного газа kо = 0,7–0,9.
Число постов п, которое может быть подключено к многопостовому выпрямителю, можно определить из соотношения

где Iном. - номинальный ток выпрямителя;
Iном.п - номинальный ток поста.
Одним из основных требований, предъявляемых к многопостовым системам, является независимость работы постов друг от друга.
1. Многопостовые выпрямители для ручной дуговой сварки
Они предназначены в основном для создания многопостовых систем питания от общих цеховых магистральных шинопроводов. Для обеспечения независимости работы отдельных постов выпрямители имеют жесткую внешнюю вольтамперную характеристику. Напряжение на выходе многопостового выпрямителя при изменении нагрузки от 50 до 100 % номинальной изменяется не более чем на 4 В.
Каждый пост подключается к источнику питания (магистрали) последовательно через балластный реостат, обеспечивающий получение падающих внешних характеристик и регулирование сварочного тока. Ток сварочного поста Iп. = Iд. (Iд - ток дуги) при заданном напряжении дуги равен
In=(Uном - Uд)/Rб, А,
где Uном - номинальное напряжение источника питания, В;
Rб - включенное балластное сопротивление реостата, Ом.
1. Многопостовые выпрямители для механизированной сварки в углекислом газе
предназначены для централизованной системы питания сварочных постов. Выпрямители имеют жесткую внешнюю характеристику. Регулирование напряжения на постах производится автономно при помощи балластных реостатов тин РБГ-302.
При наличии на цеховом шинопроводе одного неизменного напряжения применение балластных реостатов ограничивает диапазон регулирования и сварочные посты вынуждены работать в близких по току режимах. Для расширения диапазона регулирования система питания должна иметь в цехе распределительные шинопроводы низкого и повышенного напряжения. На каждый шинопровод в этом случае будут работать выпрямители со своим выходным напряжением. Рассмотренная система питания также имеет повышенный расход электроэнергии и невысокий КПД сварочного поста.
Наряду с многопостовыми системами питания, имеющими общий шинопровод и постовые балластные реостаты, существуют многопостовые сварочные выпрямители с тиристорным регулированием тока и напряжения на каждом посту. В этом случае выпрямительные установки могут размещаться на различных сварочных участках, образуя при необходимости местные системы многопостового питания. При сохранении всех преимуществ однопостовых выпрямителей снижаются масса и габариты установок, повышается КПД поста, улучшаются эксплуатационные возможности. Многопостовые источники питания с тиристорным регулированием имеют единый трансформатор питания и независимые тиристорные выпрямительные блоки с самостоятельными устройствами фазового управления.
Система с параллельно работающими тиристорными блоками налагает дополнительные требования к схеме выпрямления сварочного поста. В этом случае работающий тиристор одного выпрямительного блока не должен шунтировать тиристор другого. В связи с этим становится невозможным использование широко распространенной трехфазной мостовой схемы выпрямления с шестью управляемыми вентилями. Выпрямители могут быть выполнены по трем известным схемам: двойной трехфазной схеме с самостоятельными уравнительными реакторами в катодных цепях тиристоров каждого сварочного поста, трехфазной несимметричной мостовой схеме с тремя управляемыми вентилями катодной группы и простой шестифазной схеме выпрямления.
Выпрямитель имеет падающие и жесткие внешние характеристики. Падающие характеристики получаются в результате введения обратной связи по току, жесткие - при совместном действии обратной связи по напряжению и току. Таким образом, один и тот же источник питания может быть использован одновременно для сварки в среде углекислого газа и ручной дуговой сварки штучными электродами.
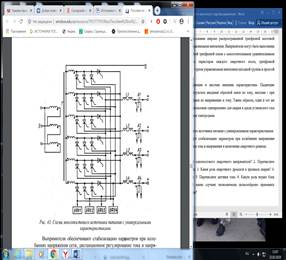
Рис. 3. Схема многопостового источника питания с универсальными
характеристиками
Выпрямители обеспечивают стабилизацию параметров при колебаниях напряжения сети, дистанционное регулирование тока и напряжения и включение сварочного режима.