Нормирование точности метрической резьбы
Теоретическая часть к практическому занятию 4.3
Резьбовые соединения широко применяются в машиностроении и приборостроении (около 60% всех деталей имеют резьбу).Они предназначены обеспечивать взаимозаменяемость и свинчиваемость соединения, т.е. соединение гайки и болта без ощутимого люфта (зазора).
1. По назначению резьбы делятся на:
- общие,предназначенные для применения в любых отраслях промышленности. К ним относятся резьбы крепежные для скрепления деталей, для преобразования движений в различных регулировочных механизмах, трубные и арматурные (для герметичного соединения труб и арматуры);
- специальные, применяемые только в определённых изделиях некоторых отраслей промышленности (резьба в цоколях и патронах электроламп накаливания, в окулярах оптических приборов и др.).
2.По профилю витков резьбы подразделяют на треугольные, трапецеидальные, упорные (пилообразные), прямоугольные, круглые.
3. По числу заходов (n)– на однозаходные и многозаходные.
4. По направлению вращения контура осевого сечения – на правые (не обозначаются) и левые (LH).
5. По принятой единице измерения линейных размеров – на метрические (М) и дюймовые.
6. По виду поверхности, на которую нанесена резьба – на цилиндрические и конические.
7. По длине свинчивания (l) резьба может быть нормальной (N), длинной (L) или короткой (S).
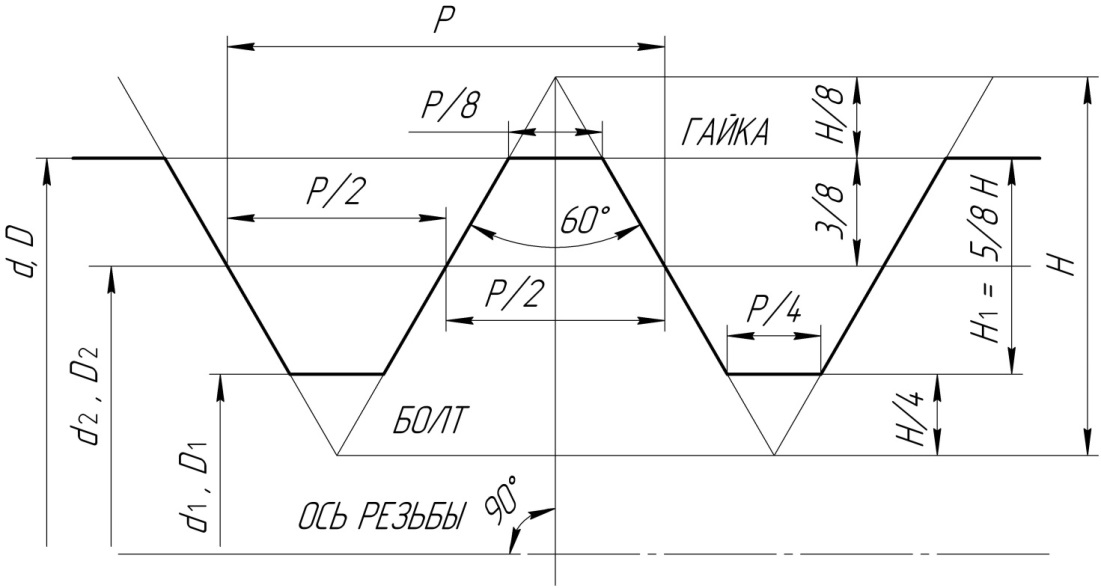
Рис.4.13. Профиль метрической резьбы:
H - высота исходного треугольника, H = 0,866 P, H 1 = 0,541 P; 3/8 H= 0,325 P;
H /8=0,108 P; H /4=0,216 P
Назначение и размеры метрической резьбы
Метрическая резьба является универсальной, и получила наиболее широкое распространение [2, 4, 14]. Профиль метрической резьбы и основные параметры установлены по ГОСТ 9150 (рис.3.9).
Основные параметры метрической резьбы болта (гайки):
-номинальный наружный диаметр d (D), указывается в условном обозначении резьбы;
-номинальный внутренний диаметр d 1 (D 1);
-номинальный средний диаметр d 2 (D 2 ) - это диаметр воображаемого, соосного с резьбой цилиндра, который делит профиль резьбы так, что толщина витка равна ширине впадины и равна половине шага Р /2 (ГОСТ 11708);
- шаг резьбы Р; метрическая резьба c d< 68 мм имеет крупный и мелкие шаги,c d> 68 мм только мелкие шаги. Зависимость шага от диаметра резьбы и ряды предпочтительного применения установлены в ГОСТ8724 (табл. Д.4).
- ход (Ph) - это величина осевого перемещения болта или гайки за один полный оборот. В однозаходной резьбе ход равен шагу, а в многозаходной – Ph = P · n.
-угол профиля a=60°- угол между смежными боковыми сторонами резьбы в осевой плоскости; контролируется половина угла профиля;
- длина свинчивания l - длина участка взаимного перекрытия наружной и внутренней резьб в осевом направлении. Длина свинчивания резьбы не менее 2,24 Pd 0,2 и не более 6,7 Pd 0,2 относятся к группе нормальных (N) длин, длина свинчивания менее 2,24 Pd 0,2 относится к группе коротких длин S,длина свинчивания более 6,7 Pd 0,2 относится к группе длинных (L). Точные значения длин свинчивания установлены ГОСТ 16093-2004.
– угол подъема витка Ψ – обеспечивает самоторможение резьбы.
- высота исходного треугольника витка Н; рабочая высота витка Н 1.
Таблица 4.3
Размеры диаметров метрической резьбы по ГОСТ 24705
| Шаг резьбы, мм | Диаметр резьбы | Внутренний диаметр болта по дну впадин d 3 | |
| Средний диаметр d 2(D 2) | Внутренний диаметр d 1(D 1) | ||
| 0,5 | d - 1+0,675 | d - 1+0,459 | d - 1+0,386 |
| d - 1+0,350 | d - 2+0,917 | d - 2+0,773 | |
| 1,5 | d - 1+0,026 | d - 2+0,376 | d - 2+0,160 |
| d - 2+0,701 | d - 3+0,835 | d - 3+0,546 | |
| 2,5 | d - 2+0,376 | d - 4+0,294 | d - 4+0,933 |
| d - 2+0,051 | d - 4+0,752 | d - 4+0,319 |
Форма впадины у наружной резьбы может быть плоскосрезанной (по диаметру d 1) или радиусной (по диаметру d 3). Во втором случае резьба более прочная. Расчетные значения диаметров резьбы (d 1, d 2, d 3) могут быть определены по формулам табл. 4.3.
Резьбы с мелким шагом отличается от резьбы с крупным шагом меньшей высотой профиля и поэтому они более надежны против самоотвиничивания. В связи с этим резьба с мелким шагом назначается для соединений, подвергающихся переменной нагрузке, толчкам и вибрациям, а также для соединений с малой длиной свинчивания, при тонкостенных деталях, при конструировании различных регулировочных устройств. Резьба с крупным шагом применяется для резьбовых соединений, не подвергающихся переменной нагрузке, сотрясениям, толчкам и вибрации.
Допуски и посадки метрической резьбы с зазором
ГОСТ 16093 устанавливает систему допусков и посадок с зазором на метрическую резьбу.
Допуск назначается степенью точности на нормируемые диаметры болта (d и d 2) и гайки (D 2 и D 1).ГОСТ 16093 устанавливает допуски на нормируемые диаметры резьбы по степеням точности с 3-й по 10-ю в порядке убывания точности.
На нормируемые диаметры резьбы устанавливаются допуски по следующим степеням точности:
- для болта
на d 2 – 3, 4, 5, 6, 7, 8, 9, 10 (10 – для изделий из пластмасс) (табл. Д.6),
на d - 4, 6, 8 (табл. Д.8);
- для гайки
на D 2 - 4, 5, 6, 7, 8, 9 (9 – для изделий из пластмасс) (табл. Д.7);
на D 1- 4, 5, 6, 7, 8 (табл. Д.8).
Допуски для внутреннего диаметра болта d 1 и наружного диаметра гайки Dне устанавливаются (т.е. диаметры не нормируются).
В качестве основного принят допуск 6-й степени точности. Резьбы 6-й степени могут быть получены фрезерованием, нарезанием резцом, гребенкой, метчиком, плашкой, при накатывании роликом. Более точные степени требуют после операций нарезания применять шлифование профиля резьбы.
В соответствии со сложившейся ранее практикой степени точности условно сгруппированы в три класса точности: точный,средний, грубый и рекомендованы к применению в зависимости от длины свинчивания, так как чем длиннее резьба, тем больше накопленная погрешность по шагу и углу профиля.(табл. Д.10).При одном и том же классе точности допуск среднего диаметра при длине свинчивания L должен быть увеличен, а при длине свинчивания S - уменьшен на одну степень по сравнению с допуском, установленным для длины свинчивания N.
Приближенное соответствие классов точности и степеней точности следующее:
- точный класс соответствует 3-5-й степеням точности;
- средний класс соответствует 5-7-й степеням точности;
- грубый класс соответствует 7-9-й степеням точности.
Точный класс применяется для резьбы в ответственных соединениях (авиа- и автостроение), где требуется малое колебание зазоров в посадках, для точной кинематической резьбы приборов и для резьбообразующего инструмента.
Средний класс получил наибольшее применение для резьбы общего назначения в машино- и приборостроении, при котором обеспечивается достаточная статическая и циклическая прочность, например для крепежной резьбы.
Грубый класс назначают при нарезании резьбы на горячекатаных заготовках, в длинных глухих отверстиях, в случаях, когда нет необходимости в особой точности.
Для обеспечения требований взаимозаменяемости свинчиваемых изделий устанавливают предельные контуры резьбы болта и гайки. Номинальный контур метрической резьбы (посадка с нулевым гарантированным зазором H/h) является наибольшим предельным контуром резьбы болта и наименьшим предельным контуром резьбы гайки. Свинчиваемость резьбы и качество соединения обеспечивается, если действительные контуры болта и гайки не будут выходить за соответствующие предельные контуры на всей длине свинчивания.
Для образования резьбовых соединений с зазором ГОСТ 16093 предусматривает пять основных (верхних) отклонений для болтов h, g, f, e, d и четыре основных (нижних) отклоненияh, g, f, e для гайки (рис. 4.15).
Основные отклонения и допуски отсчитывают от номинального профиля резьбы в «тело » в направлении, перпендикулярном оси резьбы (рис. 4.14).
Одноименные основные отклонения резьбы болта и гайки равны по величине и противоположны по знаку (EI = - es).

Рис. 4.14. Основные отклонения метрической резьбы с зазором:
а – для наружной; б – для внутренней
Значения основных отклонений, определяющих положение полей допусков относительно номинального профиля, зависят только от шага резьбы (кроме h и H) и задаются для всех трех диаметров резьбы одинаковыми (табл.Д.9), т.е. распространяются и на диаметры d 1 и D.
Второе предельное отклонение для диаметров d 2, d, D 2, D 1 находят по основному отклонению и допуску принятой степени точности.
Допуск и основное отклонение образуют поле допуска диаметра резьбы.
Поля допусков резьбовых деталей с основными отклонениями H и h образуют посадку с наименьшим зазором, равным нулю, которая может использоваться для отсчетных перемещений. Основные отклонения H для гайки и основные отклонения gfed, а также GEF c основными отклонениями hgfed образуют посадки с гарантированным зазором. Посадка 6 H /6 g предпочтительна для крепежной резьбы. Основные отклонения E и F установлены только для специального применения при значительных толщинах слоя защитного покрытия. Посадки с большим гарантированным зазором применяют, когда резьбовые детали работают при высокой температуре (для компенсации температурных деформаций, предохранения соединений от заедания и обеспечения возможности разборки деталей без повреждения, введения в зазор смазочного материала). А также, когда необходима быстрая и легкая свинчиваемость при наличии повреждения резьбы или когда на резьбовые детали наносят антикоррозионные покрытия значительной толщины.
Для образования посадок допускаются любые сочетания полей допусков внутренней и наружной резьб. Однако предпочтительно использовать в посадках поля допусков одного класса точности (табл.Д.10).
Предельные зазоры в резьбовых посадках рассчитываются по предельным отклонениям или предельным размерам средних диаметров болта и гайки аналогично расчету предельных зазоров в гладких соединениях.
Посадки резьбовых соединений (для резьб общего назначения и большинства специальных резьб) определяются в основном характером соединения по боковым сторонам профиля, т.е. выполняются по среднему диаметру. Взаимное положение контактирующих боковых сторон профиля зависит от действительных значений или отклонений средних диаметров, шагов резьбы и углов наклона профиля. В связи с этим допуски шага и угла профиляустанавливать в отдельности для крепежной метрической резьбы нет необходимости. Они косвенно контролируются проходным и непроходным калибрами.Исключением могут быть резьбы резьбонарезных инструментов и резьбовых калибров, резьбы для микровинтов в измерительных приборах и других обоснованных случаев.
В общем случае устанавливают суммарный допуск на средний диаметр, включающий допустимую погрешность изготовления собственно среднего диаметраΔ d 2 (Δ D 2) и диаметральные компенсации погрешности шага fp и угла профиля f aрезьбы:
- для наружной резьбы Td 2 = Δ d 2 +fp+f a,
- для внутренней резьбы TD 2=Δ D 2 +fp+f a,

Рис. 4.15. Расположение полей допусков по профилю резьбы
болта с основным отклонением g (f; e; d) и гайки с основным отклонением H
Распределение отдельных составляющих внутри суммарного допуска при изготовлении резьбы может колебаться в широком диапазоне и ничем не ограничивается.
Схемы расположения полей допусков наружной и внутренней резьбы, также резьбового соединения в посадках с зазором представлены на рис. 4.15.