Отчёт по практической работе № 2
по дисциплине
Инструменты для высокопроизводительной механообработки
наименование учебной дисциплины
Выполнила
студентка группы ППТм-20-2 _________ Завацкая Т. В.
шифр подпись Фамилия И.О.
Принял _________ Савилов А. В.
К.Т.Н., доцент подпись Фамилия И.О.
Иркутск 2020 г.
Цель работы: определение геометрических и конструктивных параметров фрезерных державок и сменных пластин, изучение кодировки фрезерного инструмента.
1. Корпус R210-032A25-09H. Эскиз корпуса показан на рисунке 1.

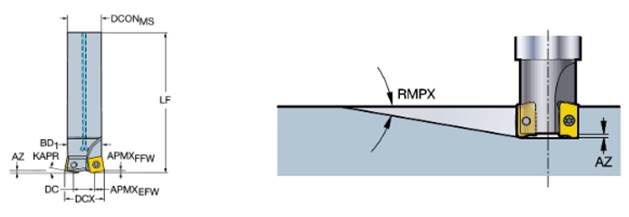

Рисунок 1 – Эскиз корпуса R210-032A25-09H.
Обозначение державок представлено в таблице 1.
Таблица 1. Обозначение державок.
| R | А | H | ||||
| Тип инстр-та | Основной код | Диаметр резания | Тип соединения | Диаеметр соед-я | Размер пластины | Шаг |
| R – правое вращение | CoroMill 210 | 32 мм | А – цилиндрический хвостовик метрич. | 25 мм | 9 мм | H – крупный шаг |
CoroMill 210 – это высокопроизводительный инструмент для черновой обработки, применяемый в случаях, когда первостепенное значение имеет высокая скорость съёма металла. Угол в плане 10° позволяет осуществлять торцевое фрезерование с очень высокой подачей. При этом преобладают осевые силы резания, что обеспечивает стабильный процесс обработки без вибрации.
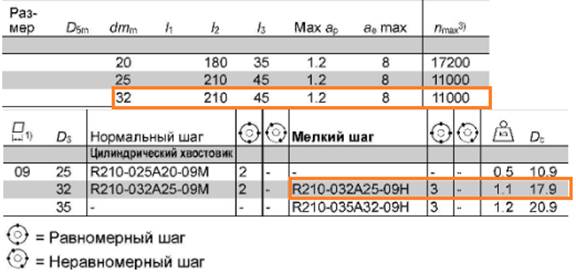
Рисунок 2 - Информация из каталога Sandvik по варианту.
Область применения:
· Высокопроизводительное торцевое фрезерование;
- Обработка с большим вылетом инструмента;
- Черновая обработка с высокой производительностью;
- Угол в плане 10° обеспечивает преимущественное направление сил резания вдоль оси шпинделя.
Пластина R210-09 04 14E-PM
Пластина для фрез CoroMill210 предназначена для получистового фрезерования конструкционных сталей с высокой скоростью съема металла.
Расшифровка маркировки пластин показана в таблице 2.
Таблица 2 - Расшифровка маркировки пластин.
| R | Е | P | М | |||
| Исполнение | Основной код | Ширина пластины | Радиус при вершине | Состояние режущей кромки | Область применения | Операция |
| R – правое исполнение | СoroMill 210 | 9 мм | 2,8 мм | Е – повыш. точность с острой реж.кромкой | Р - сталь | М – получистовая обработка |
Материал пластины.
На рисунках 3-4 показаны рекомендации производителя по инструментальным материалам для пластины «R210-09 04 14E-PM».
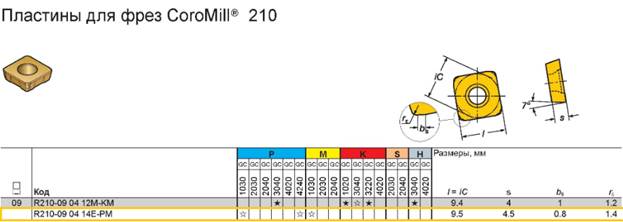
Рисунок 3 – Рекомендации производителя по инструментальным материалам.
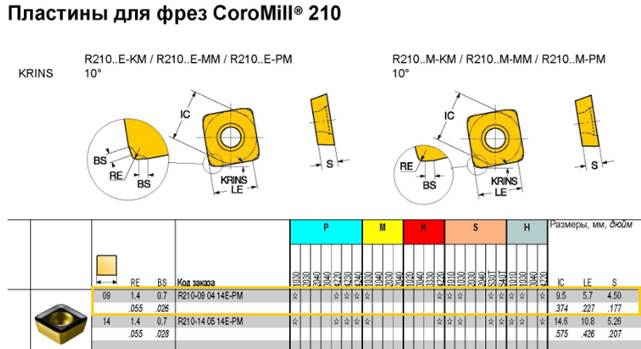
Рисунок 4 – Информация из каталога Sandvik
по пластине R210-09 04 14E-PM.
Описание сплавов:
GC4240 (HC)
Прочный сплав с покрытием CVD средней толщины, подходящий длячернового и получистового фрезерования с высокими требованиями кпрочности, с применением СОЖ или без применения СОЖ.
S30T (HC).
Сплав средней твердости с тонким PVD-покрытием, используемый вкачестве дополнения к сплаву GC1040 в условиях хорошей стабильности ипри необходимости высокой скорости резания, с применением СОЖ и безприменения СОЖ.
S40T (HC)
Очень прочный сплав с покрытием CVD средней толщины,предназначенный для чернового и получистового фрезерования в условияхнизкой стабильности и высоких требований к прочности. Можетиспользоваться как с применением СОЖ, так и без применения СОЖ.
GC1130 (HC)
Твердый сплав с тонким PVD-покрытием Zertivo™, используемый в качестве дополнения к GC1040 в условиях хорошей стабильности и приработе с высокими скоростями резания. Может использоваться как сприменением СОЖ, так и без применения СОЖ. Хороший выбор дляразличных типов операций при обработке материалов групп ISO M/ISO P. При отсутствии GC1130 в ассортименте используйте GC1030.