Сварные конструкции, помимо экономичности, должны отвечать требованиям прочности на протяжении всего срока их эксплуатации. Для этого необходимо грамотно спроектировать конструкцию, с учетом всех особенностей данного способа соединения.
Так же необходимо проектировать сварные соединения с учетом того, что монтаж происходит непосредственно на месте строительства, поэтому необходимо:
- обеспечить доступ к месту сварки;
- стараться избегать потолочных швов;
Процесс сварки при потолочном шве приводит к нарушению конвекционных потоков в металле и удалению газов из сварной ванны, что приводит к возникновению пузырьков газа и к нарушению структуры расплавленного металла. Это может повлечь за собой недопустимые при эксплуатации дефекты (рис 7).

Рис.7. Потолочный шов.
Дефекты сварного шва можно разделить на 2 группы.
Дефекты, обусловленные металлургическими, термическими и гидравлическими явлениями. Они возникают при формировании и кристаллизации сварной ванны и остывании соединения. К этой группе дефектов можно отнести трещины (Рис. 8), поры и ликвации элементов, входящих в состав сталей. При этом несущая способность элемента резко снижается, что приводит к разрушению конструкции.

Рис.8. Трещины в сварном шве.
Дефекты формирования швов. К этой группе дефектов относятся непровар, наплыв, прожог и кратеры в шве. Эти дефекты так же снижают несущую способность элемента, но обусловлены они, в первую очередь, ошибками при сварке и неправильным выбором способа сварки.
ТИПЫСВАРНЫХ СОЕДИНЕНИЙ
В зависимости от способа примыкания элементов друг к другу, их толщины, материала, условий работ и способа сварки соединения деталей при производстве металлических конструкций могут быть:
-стыковыми, при этом свариваемые элементы находятся в одной плоскости;
-угловыми – детали соприкасаются торцевыми поверхностями под определенным углом;
-внахлест, когда элементы частично перекрывают друг друга;
-тавровыми, такой тип предусматривает примыкание торца одной детали к плоскости другой.
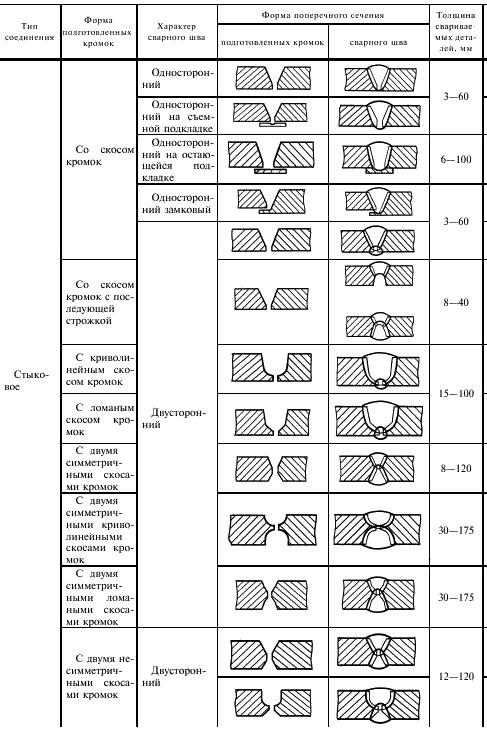
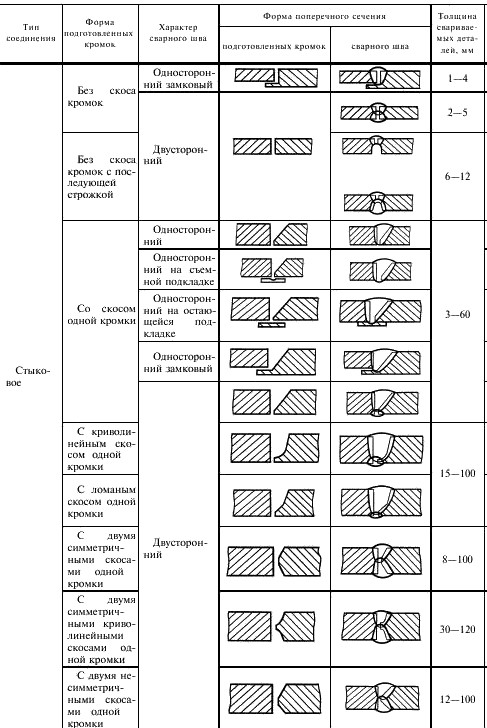
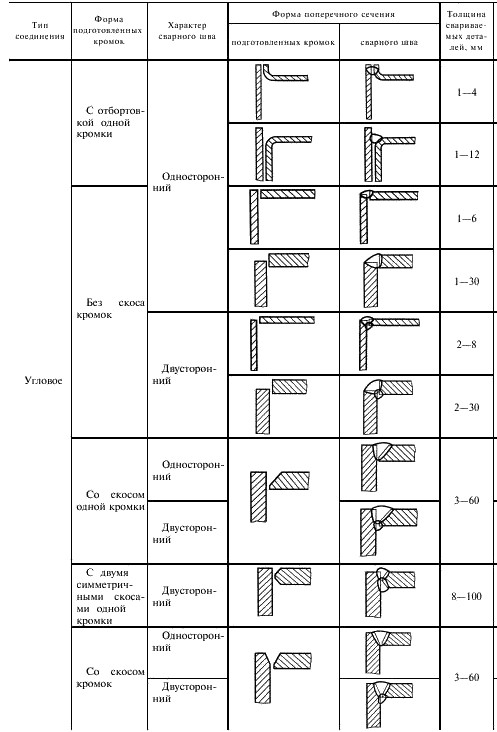
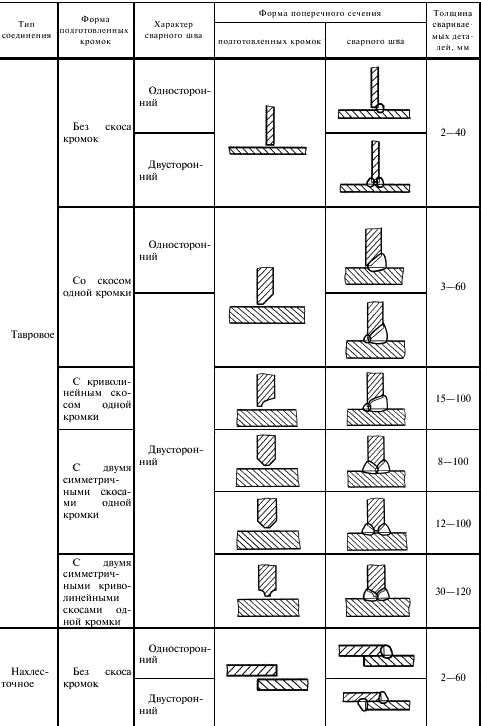
Основные типы сварных швов представлены в ГОСТ 5264 и указаны в таблице 1.
Первые два способа соединения называются стыковыми и соединяют детали находящиеся на одной прямой
Стыковое соединение лучше передает усилие между сварными деталями в конструкции, но при этом необходимо обеспечивать большее качество сварки.
Соединение внахлест имеет свои преимущества и недостатки. К недостаткам относят возникновение в соединении момента, так как линии передачи усилия не совпадают. Так же при соединении внахлест увеличивается расход металла, что экономически нецелесообразно. При этом такое соединение имеет низкие требования к точности. Так же, при соединении деталей толщиной менее 4 мм допускается наличие необработанных кромок, что повышает скорость монтажа.
Табл.1.

Общие сведения о расчете соединений
Расчет стыковых швов.
Стыковые швы — самые надежные, они вызывают наименьшие концентрации напряжений.
Стыковые швы при сжатии равнопрочны основному металлу, а при растяжении прочность их на 15% меньше.
Слабое место любого шва — его начало и конец, поэтому расчетную длину шва принимают меньше фактической длины (на непровар в начале и на кратер в конце шва, являющиеся концентраторами напряжений). В стыковых швах длина шва уменьшается на две толщины соединяемых элементов.
При работе на растяжение или сжатие стыковой сварной шов рассчитывается по формуле: 
где  - расчетная длина шва;
- расчетная длина шва;  ;
;
 - расчетная толщина шва, равная наименьшей толщине соединяемых элементов;
- расчетная толщина шва, равная наименьшей толщине соединяемых элементов;
 - расчетное сопротивление стыкового шва (при работе на растяжение, изгиб
- расчетное сопротивление стыкового шва (при работе на растяжение, изгиб  ; в остальных случаях
; в остальных случаях  ).
).
Рис.1. Стыковой сварной шов
Применяя для соединения листов, косые стыковые швы, тем самым увеличиваем длину шва, и при углах наклона швов < 67° получаем соединение, не уступающее по прочности основному металлу, такие стыковые швы можно не рассчитывать