I: {{414}}; К=В
S: На поверхности детали указано обозначение  . Этот параметр следует контролировать с помощью …
. Этот параметр следует контролировать с помощью …
: профилометра
: универсального микроскопа
: микроинтерферометра
: двойного микроскопа
I: {{415}}; К=А
S: Для контроля бокового зазора на зубчатом колесе можно использовать …
-: шагомер
: нормалемер
эвольвентомер
: биениемер
I: {{416}}; К=А
S: Приведенный средний диаметр в резьбах с зазором предусмотрен для …
: упрощения контроля
: повышения надежности соединения
: удобства измерения среднего диаметра резьбы
: обеспечения качества резьбы
V2: Размерные цепи
I: {{417}}; К=В
S: Номинальный размер и предельные отклонения замыкающего звена  узла, показанного на рисунке, с вероятностью Р = 1 будут …
узла, показанного на рисунке, с вероятностью Р = 1 будут …

: 
: 
: 
: 
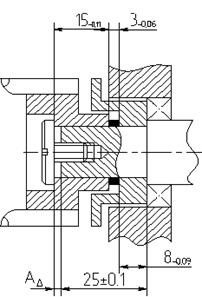
I: {{418}}; К=В
S: Зазор между торцом вала и крышкой  в узле, показанном на рисунке, при kj =1 (для всех составляющих размеров) с вероятностью Р =0,9973 (kD =1) находится в пределах …
в узле, показанном на рисунке, при kj =1 (для всех составляющих размеров) с вероятностью Р =0,9973 (kD =1) находится в пределах …

: -0,095…+0,305
: -0,005…-0,205 мм
: +0,095…--0,305 мм
: +0,005…+0,205
I: {{419}}; К=В
S: Номинальный размер и предельные отклонения замыкающего звена  узла, показанного на рисунке, при kj =1 (для всех составляющих размеров) с вероятностью Р = 0,9973 (kD =1) будут равны …
узла, показанного на рисунке, при kj =1 (для всех составляющих размеров) с вероятностью Р = 0,9973 (kD =1) будут равны …
: 
: 
: 
: 
I: {{420}}; К=В
S: В узле, показанном на рисунке, для обеспечения зазора в пределах =1,0…1,2 мм средний допуск ТAm с вероятностью Р= 1 должен быть не более …

: 0,2 мм
: 0,05 мм
: 0,1 мм
: 0,04 мм
I: {{421}}; К=В
S: В узле, показанном на рисунке, для обеспечения выступа гайки в пределах =0,8…1,0 мм средний допуск ТAm с вероятностью Р= 1 должен быть не более …

: 0,2 мм
: 0,04 мм
: 0,05 мм
: 0,1 мм
V2: Основные определения. Формирование качества
I: {{422}}; К=А
S: Искусственным сырьем является …
: Алмазы
: каучук
: графит
: моющие средства
I: {{423}}; К=А
S: Структурные элементы методик оценки качества могут быть связаны между собой по следующим показателям: …
: абсолютным
: относительным
: классификационным
: удельным
I: {{424}}; К=А
S: Различают следующие показатели качества продукции: …
: функциональный
: единичный
: комплексный
: интегральный
I: {{425}}; К=В
S: Относительная характеристика качества продукции, основанная на сравнении значений показателей качества оцениваемой продукции с базовыми значениями соответствующих показателей – это ###
I: {{426}}; К=В
S: Совокупность операций, включающая выбор номенклатуры показателей качества оцениваемой продукции, определение значений этих показателей и сопоставление их с базовыми показателями, называется ###
I: {{427}}; К=В
S: «Объективная особенность продукции, которая может проявляться при ее создании, эксплуатации или потреблении» - это ### продукции
I: {{428}}; К=В
S: Количественная характеристика значимости показателя качества продукции среди других показателей качества называется ###
I: {{429}}; К=А
S: К изделиям не относится…
: непромышленная продукция
: промышленная нештучная продукция
: промышленная штучная продукция
: сборочные единицы
I: {{430}}; К=А
S: Показатель, характеризующий эффективность конструктивно-технологических решений при производстве и эксплуатации продукции, называется показателем …
: технологичности
: стандартизации и унификации
: безопасности
: надежности