История предприятия
Ленинградского карбюраторного завода, основанного в 1929 г. За долгие годы своей деятельности предприятие стало ведущим производителем топливной аппаратуры для двигателей отечественной авто- и мототехники.
Начав с изготовления лишь одной модели карбюратора для Сталинградского тракторного завода, специалисты предприятия в довольно короткие сроки освоили выпуск большой гаммы аппаратуры для систем питания и охлаждения двигателей практически для всех российских автомобилей. С появлением и развитием отечественных производителей мототехники было освоено производство комплектующих и для них – все мотоциклы получили карбюраторы и топливные краны.
Полученный со временем опыт позволил не просто расширить номенклатуру производимой продукции, но и значительно сократить сроки ее внедрения. Своевременно отреагировали на предприятии и на тенденцию оснащения отечественных автомобилей электронной системой управления двигателем. Были разработаны и освоены в производстве топливопроводы с клапаном рециркуляции и дроссельные патрубки для инжекторных двигателей автомобилей ГАЗ, УАЗ и ВАЗ.
Таким образом, завод из специализированного предприятия, производящего в основном карбюраторы, превратился в многопрофильное, занимающее ведущее место среди производителей топливной аппаратуры. Опытные кадры и компетентное руководство, а также современные оборудование и технологии обеспечивают стабильную работу завода на рынке автомобильных и мотоциклетных комплектующих.
Крупнейшие предприятия страны – Волжский автомобильный завод, Заволжский и Ульяновский моторные заводы, Ижевский, Ирбитский, Ковровский и Тульский мотоциклетные заводы являются потребителями продукции ООО «Топливные системы». В настоящее время практически весь мотоциклетный и значительная часть автомобильного парка России и стран СНГ оснащены комплектующими петербургского производства. Хорошо известна продукция с торговой маркой PEKAR и в государствах дальнего зарубежья.
Предприятие имеет современную научно-исследовательскую базу с высококвалифицированными специалистами, позволяющую в короткие сроки проектировать, проводить испытания, доводку и освоение новой продукции. Инструментальное, литейное, термическое, штамповочное, механообрабатывающее, станкостроительное и сборочное производства обеспечивают выпуск продукции более ста наименований. На наиболее важных этапах технологического и производственного процесса используются современные станки и оборудование ведущих мировых станкостроительных фирм.
Опытные инженерно-технические кадры позволяют предприятию работать не только в направлении совершенствования и модернизации уже выпускаемой продукции, но и разрабатывать элементы топливных систем для автомобилей, которые только проектируются или готовятся к производству.
Жесткие требования, предъявляемые к производимой продукции, позволили внедрить на предприятии систему качества, соответствующую современным международным стандартам. Подтверждением тому стало вручение компании в 2001 г. сертификата соответствия системы качества требованиям стандарта ИСО 9001
Описание проблемы
В ходе наблюдения за технологическим процессом изготовления топливных модулей были обнаружении ряд несоответствий руководящим документам (операционные карты). Причинной возникновения несоответствий в изготовлении топливных модулей стала халатность, невнимательность и низкая компетентность рабочего персонала. В ходе выполнения операции рабочий персонал не выполнял требования установление в операционных картах, и грубо нарушали технологический процесс. Не выполнение установленных требований привело к возникновению несоответствий в топливных модулей.
Топливные модули применяются
План работы
1. Причины выявленные при наблюдении. Применение диаграммы Исикава
2. Сбор данных полученных в ходе наблюдения.
3. Применить стратификацию для расслаивания и группировки полученных данных.
4. Определение уровня значимости. Применение диаграммы Парето
5. Объединение родственных данных с целью выявления основных причин нарушения процесса. Применение диаграммы сродства.
6. Определить факторы и влияние каждого фактора на причину. Древовидная диаграмма, Матричная диаграмма.
7. Определить количество несоответствий для каждой причины. Матрица приоритетов.
8. Определить связь между под причинами, причинами и главной проблемой. Диаграмма связей
9. Определить сроки выполнения планируемых действий. Стрелочная диаграмма.
10. Разработать план действий по устранению несоответствий. PDCA.
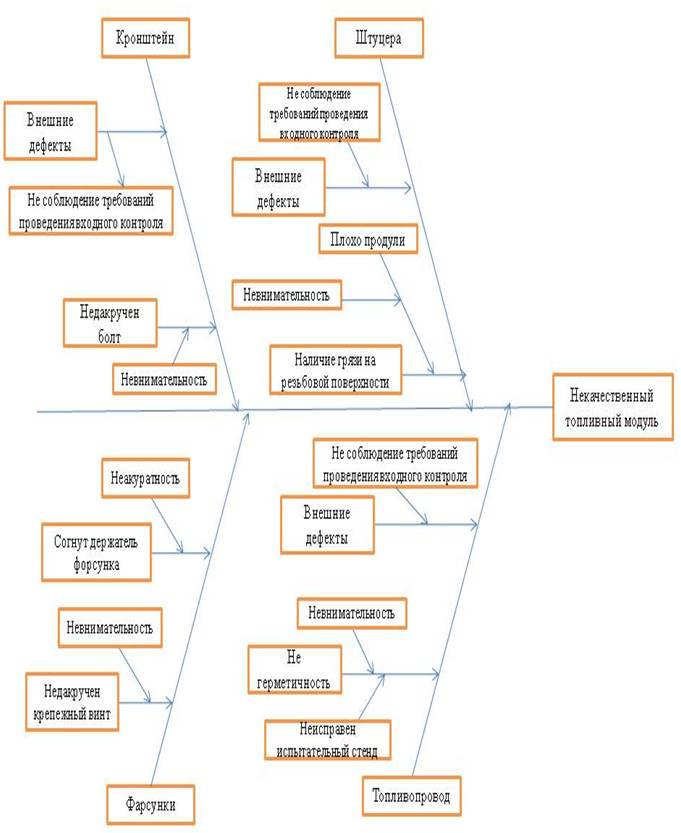
Причины и результат
Причинно-следственная диаграмма. Диаграмма Исикави
Сбор данных
| Дата | Материал | Операция | Вид несоответствия | Кол-во несоответствий | Регламентирующие документы |
| 20.10 | Крепежный винт | Свинчивание | Недокручен крепежный винт | Рабочая карта операции (операционная карта) | |
| 20.10 | Держатель форсунка | Установка форсунка | Согнут держатель форсунка | Рабочая карта операции (операционная карта) | |
| 20.10 | Шайба | Свинчивание | Отсутствие шайбы | Рабочая карта операции (операционная карта) | |
| 21.10 | Держатель форсунка | Установка форсунка | Согнут держатель форсунка | Рабочая карта операции (операционная карта) | |
| 21.10 | Болт | Свинчивание | Недокручен болт | Рабочая карта операции (операционная карта) | |
| 22.10 | Крепежный винт | Свинчивание | Недокручен крепежный винт | Рабочая карта операции (операционная карта) | |
| 22.10 | Гайка | Свинчивание | Отсутствие гайки | Рабочая карта операции (операционная карта) | |
| 3.11 | Держатель форсунка | Установка форсунка | Согнут держатель форсунка | Рабочая карта операции (операционная карта) | |
| 8.11 | Держатель форсунка | Установка форсунка | Согнут держатель форсунка | Рабочая карта операции (операционная карта) | |
| 8.11 | Штуцер подвода топлива | Сборка | Наличие зазора между штуцером подвода топлива и калибром | Рабочая карта операции (операционная карта) | |
| 10.11 | Держатель форсунка | Установка форсунка | Согнут держатель форсунка | Рабочая карта операции (операционная карта) | |
| 10.11 | Штуцер подвода топлива | Сборка | Наличие зазора между штуцером подвода топлива и калибром | Рабочая карта операции (операционная карта) | |
| 10.11 | Крепежный винт | Установка форсунка | Недокручен крепежный винт | Рабочая карта операции (операционная карта) |
Карта числа несоответствий в единице продукции (с-карта)
С - количество несоответствий в единице продукции, Сср – среднее значение, которое наиболее встречаемое при изготовлении, Кн – нижняя контрольная граница, Кв- верхняя контрольная граница.
Применение стратификации. Расслаивание полученной информации
Расслаивание несоответствий
| Вид несоответствия | Причина несоответствия | Требование к операции |
| Недокручен крепежный винт | Невнимательность | Контролировать качество крепежных винтов и держателя |
| Согнут держатель форсунка | Неаккуратность | |
| Отсутствие шайбы | Невнимательность | |
| Согнут держатель форсунка | Неаккуратность | |
| Недокручен болт | Невнимательность | Установить последовательно два болта в ТП |
| Недокручен крепежный винт | Невнимательность | Контролировать качество крепежных винтов и держателя |
| Отсутствие гайки | Невнимательность | |
| Согнут держатель форсунка | Неаккуратность | |
| Согнут держатель форсунка | Неаккуратность | |
| Наличие зазора между штуцером подвода топлива и калибром | Не соблюдение требований проведения входного контроля | Произвести входной контроль штуцера подвода топлива |
| Согнут держатель форсунка | Неаккуратность | |
| Наличие зазора между штуцером подвода топлива и калибром | Не соблюдение требований проведения входного контроля | Произвести входной контроль штуцера подвода топлива |
| Недокручен крепежный винт | Невнимательность | Контролировать качество крепежных винтов и держателя |
| Причина несоответствия | Коль-во шт изделий в партии | Коль-во несоответствий | Процент брака в партии по причине несоответствия |
| Невнимательность | 2,30% | ||
| Неаккуратность | 1,30% | ||
| Невнимательность | 1,30% | ||
| Неаккуратность | 2,00% | ||
| Невнимательность | 0,60% | ||
| Невнимательность | 1,30% | ||
| Невнимательность | 1,00% | ||
| Неаккуратность | 0,30% | ||
| Неаккуратность | 0,60% | ||
| Не соблюдение требований проведения входного контроля | 1,60% | ||
| Неаккуратность | 1,00% | ||
| Не соблюдение требований проведения входного контроля | 0,30% | ||
| Невнимательность | 0,30% |
Гистограмма

Чистота появления несоответствий пропорциональна проценту брака в партии.
Диаграмма рассеивания

Зависимость между количеством несоответствий (Х) и процентом брака в партии (Y) 0,99,что говорит о сильной зависимости (корреляции).