Типы заклепок
Заклепка - цилиндрический металлический стержень с головкой определенной формы. Головка заклепки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, другая, образующаяся во время клепки из части стержня, выступающего над поверхностью склепываемых деталей, называется замыкающей.
По форме головок различают заклепки: с полукруглой высокой головкой (рис. 280, а) с диаметром стержня от 1 до 36 мм и длиной от 2 до 180 мм; заклепки с полукруглой низкой головкой (рис. 280, 6) со стержнем диаметром от 1 до 10 мм и длиной от 4 до 80 мм; заклепка с плоской головкой (рис. 280, в, слева) со стержнем диаметром от 2 до 36 мм и длиной от 4 до 180 мм и со стержнем диаметром от 2 до 36 мм и длиной от 4 до 180 мм (рис. 280, в, справа); заклепки с потайной головкой (рис. 280, г) со стержнем диаметром от 1 до 36 мм и длиной от 2 до 180 мм и заклепки с полупотайной головкой (рис. 280, д) со стержнем диаметром от 2 до 36 мм и длиной от 3 до 210 мм.
Заклепки изготовляют из материалов, обладающих хорошей пластичностью: сталей Ст2,10; СтЗ,15, меди М3, МТ, латуни Л63, алюминиевых сплавов АМгбП, Д18, АД1, для ответственных соединений из нержавеющей стали Х189Т, легированной стали 09Г2.
Как правило, заклепки должны быть из того же материала, что и соединяемые детали; в противном случае возможно появление коррозии температурного изменения и разрушение места соединения.
Наиболее широкое применение в машиностроении получили заклепки с полукруглой головкой. В некоторых случаях применяют специальные типы заклепок - взрывные (АН- 1504) и с сердечником (АН-831) и др.
Заклепки взрывные (рис. 280, е) имеют в свободном конце стержня углубление (камеру), заполненное взрывчатым веществом, которое защищено от проникновения атмосферной влаги слоем лака. Взрывные заклепки изготовляют диаметром 3,5; 4; 5 и 6 мм из проволоки марки Д18П. Длина стержня взрывных заклепок от 6 до 20 мм, толщина склепываемого пакета от 1,6 -2,5 до 14,1 - 15 мм.
Клепку взрывными заклепками осуществляют в тех случаях, когда нет доступа сделать замыкающую головку. Процесс клепки взрывными заклепками отличается от обычной клепки. Здесь в качестве расклепывающего взрывная двухкамерная инструмента используется электрическии нагреватель 7 (рис. 281).

Рис. 280. Виды заклепок: а - с полукруглой высокой головкой, б - с полукруглой низкой головкой, в - с плоской головкой, г - с потайной головкой, д - с полупотайной головкой, е - взрывная двухкамерная

Рис. 281. Клепка взрывными заклепками: 1 - электрический нагреватель, 2 - заклепка до взрыва, 3 - после взрыва

Рис. 282. Клепка трубчатыми заклепками: а - рабочий момент, б - раздача концов заклепки кернером; 1 - заклепка, 2 - расклепанная заклепка, 3 - пистонница, 4 - крючок

Рис. 283. Клепка заклепками с полым стержнем: а - конструкция заклепки, б - заклепка вставлена в отверстие склепываемых деталей, в - протягивание сердечника сквозь 'пистон' и разапьцовывание сердечника, г - срезание кусачками выступающей части сердечника, д - полностью оформленная заклепка; 1 - закладная головка, 2 - сердечник, 3 - пистон, 4 - замыкающая головка
Клепка взрывными заклепками заключается в том, что в отверстие вставляют заклепку 2 (см. рис. 281), в свободном конце стержня которой имеется камера, заполненная взрывчатым веществом. Легким ударом молотка (в холодном состоянии) заклепку осаживают. Затем на закладную головку накладывают аконечник электрического нагревателя 7. В течение 2 - 3 с заклепка нагревается, и при температуре 130 -160°С заряд взрывается, при этом конец стержня сильно расширяется и образует замыкающую головку 3.
Клепка трубчатыми заклепками заключается в том, что в отверстие устанавливают заклепку 7 (рис. 282, а) с полым.стержнем (пистоном), затем специальным инструментом - пистонницей 3 заклепку осаживают, подтягивают склепываемые детали друг к другу и расклепывают (2). Качество расклепывания (развальцовки) свободного конца стержня для образования замыкающей головки зависит от конструкции, формы и размеров крючка 4 пистонницы, который подбирается по размерам закладной головки, а также в зависимости от силы нажима.
Более просто детали пустотелыми заклепками склепывают так: закладывают заклепку в отверстие на поддержке и раздают концы заклепки ударами молотка по кернеру (рис. 282, б).
Заклепки с сердечником (рис. 283, а) имеют полый стержень ("пистон") 3, в который помещен сердечник 2 с утолщенной частью на конце.
Процесс односторонней клепки заклепками с полым стержнем ("пистоном") осуществляют в таком порядке:
закладную головку сердечника вставляют в прорезь специального захватывающего наконечника ручных клещей или ручного пресса и вставляют в отверстие склепываемых деталей (рис. 283, 6);
при помощи клещей или ручного пресса сердечник протягивают сквозь "пистон" (рис. 283, в). При этом утолщенная часть сердечника раздает стенки "пистона" и впрессовывает его в стенки отверстия, а при дальнейшем протягивании замыкающая головка сердечника входит в "пистон" и развальцовывает его;
выступающую часть сердечника срезают кусачками (надкусывают) (рис. 283, г), получая полностью оформленную заклепку (рис. 283, д).

Рис. 284. Заклепка ЦАГИ
Заклепки с сердечником изготовляют двух типов: с потайной и полукруглой головками. Наружный диаметр пистона от 3,5 до 5 мм. Этот тип заклепок применяют для соединения деталей, подвергающихся незначительной нагрузке.
Заклепки ЦАГИ, как и заклепки с сердечниками, состоят из двух частей: пистона 7 (рис. 284) и сердечника 2 (из стали ЗОХМА), который закаливается. Пистон с сердечником вставляют в отверстие, а затем ударами молотка забивают сердечник в пистон, у которого при этом отгибаются разрезанные концы, образующие замыкающую головку 3.
Виды заклепочных соединений. Инструменты и приспособления для клепки
Место соединения деталей заклепками называется заклепочным швом (рис. 285).
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы делят на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяют при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках.
Соединения с плотным швом выполняют обычно холодной клепкой. Для достижения необходимой герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий.

Рис. 285. Внешний вид заклепочных швов
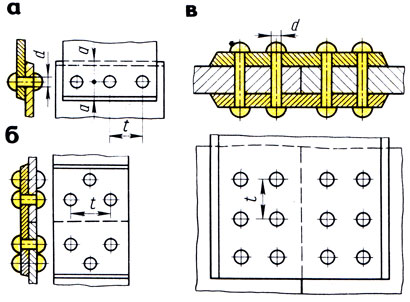
Рис. 286. Заклепочные швы: а - нахпесточный, б - стыковой, в - с двумя накладками
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов.
В каждом заклепочном соединении заклепки располагают в один-два и более рядов.
В зависимости от расположения соединяемых деталей различают соединения (нахлесточные) (рис. 286, а), в которых край одного листа накладывается на край другого;
соединения {стыковые), которые характеризуются тем, что соединяемые детали своими торцами плотно примыкают друг к другу и соединяются при помощи одной или двух накладок (рис. 286, б, а).
Инструменты и приспособления для клепки. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком (см. рис. 62), поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки:

Поддержки являются опорой при расклепывании стержня заклепок, форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3 - 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Ручная клепка
Независимо от применяемых инструментов и приспособлений склепываемые детали располагают таким образом, чтобы закладные головки заклепок находились сверху. Это позволяет вставлять заклепки предварительно.
Необходимое количество, диаметр и длину заклепок определяют расчетным путем. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов (пакета) и формы замыкающей головки.
Длина части стержня заклепки для образования замыкающей потайной головки принимается (рис. 287, а);
I = S + (0,8÷1,2)d,
где I - длина стержня заклепки, мм; S - толщина склепываемых листов, мм; d - диаметр заклепки, мм.
Для образования замыкающей полукруглой головки (рис. 287, б);
I = S + (1,2÷1,5)d;
Расстояние от центра заклепки до края склепываемых листов должно составлять 1,5d заклепки.
В зависимости от диаметра заклепки отверстия в склепываемых листах (пакетах) сверлят или пробивают. Диаметр отверстия должен быть больше диаметра заклепки в такой зависимости:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр отверстия, мм 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
Различают два вида клепки: с двусторонним подходом, когда имеется свободный доступ как к замыкающей, так и закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен. В связи с этим различают два метода клепки: открытый, или прямой, и закрытый, или обратный.
Прямой метод клепки характеризуется тем, что удары молотком наносят по стержню со стороны вновь образуемой, т. е. замыкающей, головки. Клепка прямым методом начинается со сверления отверстия под заклепку (рис. 288, а). Затем в отверстие вводят снизу стержень заклепки и под закладную головку ставят массивную поддержку 2 (рис. 288, б). Склепываемые листы осаживают (уплотняют) при помощи натяжки 7, которую устанавливают так, чтобы выступающий конец стержня вошел в ее отверстие. Ударом молотка по вершине натяжки осаживают листы, устраняя зазор между ними.

Рис. 287. Элементы заклепки: а - с потайной головкой, б - с полукруглой головкой
После этого расклепывают стержень заклепки. Так как при расклепывании металл упрочняется, стремятся к возможно меньшему числу ударов. Поэтому сначала несколькими ударами молотка осаживают стержень (рис. 288, в), затем боковыми ударами
молотка придают полученной головке необходимую форму (рис. 288, г), после чего обжимкой 3 окончательно оформляют замыкающую головку (рис. 288, д).
При выполнении шва с потайными головками под закладную головку ставят плоскую поддержку, ударяют точно по оси заклепки.
Во избежание образования неровностей клепку выполняют не подряд, а через два-три отверстия, начиная с крайних, после чего производят клепку по остальным отверстиям.
Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке. Обратный метод применяют при затрудненном доступе к замыкающей головке. При работе по этому методу стержень заклепки вводят сверху (рис. 289, а), поддержку ставят под стержень. Молотком ударяют по закладной головке через оправку (рис. 289, б), формируя при помощи поддержки замыкающую головку. Качество клепки по этому методу несколько ниже, чем по прямому.
Клепку по обратному методу выполняют также взрывными и трубчатыми заклепками (особые виды клепки).
Способ клепки ВИ-Таумель (разработан и широко применяется в Швейцарии). Головка Таумель, в которой помещается обжимка, вращается вокруг оси заклепочною стержня,

Рис. 288. Процесс клепки прямым методом: a - сверление отверстия, б - осаживание склепываемых листов при помощи натяжки, в - осаживание стержня заклепки, г - придание формы замыкающей головке при помощи молотка, д - окончательное оформление замыкающей головки при помощи обжимки; 1 - натяжка, 2 - поддержка, 3 - обжимка

Рис. 289. Процесс клепки обратным методом: а - вставка заклепки в отверстие, б - оформление замыкающей головки
Таким образом, продольная ось обжимки описывает в пространстве конус, вершина которого расположена в середине замыкающей головки. Благодаря этому возникает движение прецессии, причем исключается всякое скольжение между обжимкой и заклепочным стержнем так, что обжимка обкатыванием геометрически воспроизводит свою форму на заклепке. Прижимное усилие по линии касания между инструментом и заклепочной головкой слегка превышает предел прочности (при сжатии) обрабатываемого материала.
Замыкающая головка заклепки образуется постепенной деформацией материала, так как при каждом проходе линии касания обжимки прокатывается лишь малое количество заклепочного материала. Благодаря этому в противоположность другим способам клепки материалу обеспечивается оптимальная текучесть.
Способ клепки ВК-Таумель имеет преимущества: бесшумность, сохранность гальванических покрытий, несмотря на деформацию; возможность обработки даже цементованных заклепок; получение гладкой поверхности замыкающей головки благодаря движению прецессии клепального инструмента в противоположность точечной или радиальной клепке, при которых на поверхности замыкающей головки образуется множество фасеток; простота и надежность способа, не требующего высококвалифицированного труда; высококачественное соединение; простота изготовления обжимок.