Лабораторная работа № 6
Выявление дефектов в сварном соединении одним из порошковых методов контроля.
по дисциплине: «Контроль качества сварных конструкций»
Тема: « Выявление дефектов в сварном соединении одним из порошковых методов контроля. »
Цель работы: Ознакомиться с методами измерения дефектов. Дать основные характеристики дефектов.
Последовательность выполнения практической работы:
1. Изучить основные теоретические положения.
2. Составить отчет.
3. Вывод.
4. Ответить на контрольные вопросы.
Основные теоретические положения:
Основные теоретические положения:
Магнитные методы контроля применяются для ферромагнитных материалов (изделиях из стали и чугуна толщиной от 5 мм до 30 мм). Они основаны на измерении и анализе результатов взаимодействия электромагнитного поля с контролируемым объектом. При наличии в шве несплошностей, вследствие меньшей магнитной проницаемости дефекта, магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния (рис. 1).
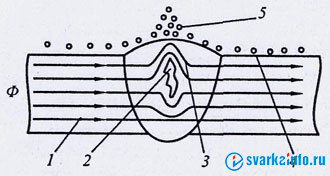
Рис. 1. Схема магнитного контроля:
1 - магнитное поле; 2 - дефект; 3 - искажение магнитного поля; 4 — магнитный порошок; 5 — скопление порошка
Если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно (рис. 2,а).
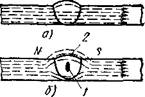
Рис. 2. Распределение магнитных силовых линий а - в сварном соединении без дефектов б - в сварном шве при наличии дефектов; 1 - дефект 2 - поток рассеивания,
N и S - полюса магнита
При наличии дефекта в сварном шве, вследствие меньшей магнитной проницаемости его, магнитный силовой поток будет огибать дефект, образуя магнитные потоки рассеивания (рис. 2,б).
По приемам регистрации магнитных полей и их неоднородностей магнитные методы контроля подразделяют на магнитопорошковый, магнитографический, магнитоферрозондовый, индукционный, вихретоковый и др.
При магнитопорошковом методе на поверхность намагниченной детали наносят ферро магнитный порошок, после металл подвергается воздействию сильного магнитного поля. На краях трещин и раковин поле концентрируется, что вызывает притягивание порошка. После прекращения действия магнитного поля вокруг каждой трещины или раковины наблюдается концентрация порошка. При магнитопорошковом контроле деталей применяют циркулярное, полюсное и комбинированное намагничивание. Подготовка деталей к контролю заключается в очистке их поверхностей от отслаивающейся ржавчины и грязи. Магнитнопорошковый метод очень эффективен для обнаружения поверхностных или расположенных близко к поверхности пор и трещин. Он применяется только на материалах, способных намагничиваться. Перед проверкой требуется тщательно очистить поверхность. Используется жидкий аналог магнитного порошка или флюоресцентный магнитный порошок.
Преимущества магнито-порошкового метода: высокая чувствительность к тонким и мелким трещинам, простота, оперативность и наглядность, возможность применения для деталей практически любых форм и размеров.
Дефекты, выявляемые магнитопорошковым методом
· поверхностные с шириной раскрытия у поверхности 0,002 мм и более, глубиной 0,01 мм и более;
· подповерхностные, лежащие на глубине до 2 мм;
· внутренние (больших размеров), лежащие на глубине более 2 мм;
· подразличного рода покрытиями, но при условии, что толщина немагнитного покрытия не более 0,25 мм.
· Перед проведением контроля деталей магнитопорошковым методом необходимо выбрать в каждом конкретном случае:
- способ контроля (в приложенном поле или на остаточном намагничивании);
- вид и способ намагничивания (продольное, циркулярное или комбинированное);
- род намагничивающего тока;
- величину напряженности намагничивающего поля;
- тип порошка и способ его нанесения на контролируемую поверхность детали.
Контрольные вопросы:
1. Преимущества порошковых методов контроля.
2.К недостаткам порошковых методов контроля я
Содержание отчета:
- Название работы.
- Цель работы.
- Материальное обеспечение.
- Ответ на контрольные вопросы.
- Вывод.
Список литературы:
Куркин С. А., Николаев Г. А. Сварные конструкции. – М.: Высшая школа, 1991. – 398с.