План.
1. Основные параметры резьбы.
2. Метрическая резьба.
3. Трапецеидальная резьба.
4. Коническая метрическая резьба.
5. Конструктивные и технологические элементы резьбы.
6. Изображение резьбы.
7. Обозначение резьбы.
1. Стандартами установлены форма и размеры профиля, диаметр и шаг для наиболее распространенных резьб.
Угол профиля резьбы (α) — угол между ее смежными боковыми сторонами в плоскости осевого сечения (рис. 5.1).

Форма канавки наружной резьбы может быть, как закругленной, так и плоскосрезанной.
Наружный диаметр цилиндрической резьбы — диаметр воображаемого кругового цилиндра, описанного вокруг вершин наружной резьбы (d) или впадин внутренней резьбы (D). Этот диаметр для большинства резьб принимается за номинальный диаметр, характеризующий размеры резьбы и используемый при ее обозначении.
Средний диаметр наружной (d2) и внутренней (D2) цилиндрической резьбы — диаметр воображаемого соосного с резьбой цилиндра, пересекающего витки резьбы таким образом, что ширина выступов резьбы и ширина впадин в сечениях равны.
Внутренний диаметр наружной цилиндрической резьбы (d3) — диаметр воображаемого кругового цилиндра, описанного вокруг впадин наружной резьбы (d1 или вершин внутренней резьбы D1).
Номинальные размеры резьбы являются общими как для наружной (болта, винта и др.), так и для внутренней (гайки, резьбового гнезда и др.) резьбы.
Шаг резьбы (Р) — расстояние по прямой, параллельной оси резьбы, между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы. Средние точки расположены на воображаемом цилиндре с диаметром, равным среднему диаметру наружной (d2) и внутренней (D2) резьбы.
Ход резьбы (Ph) — расстояние относительного осевого перемещения за один оборот винта при неподвижной гайке или гайки при неподвижном винте. В однозаходной резьбе ход равен шагу (Ph = Р), а в многозаходной — произведению шага Р на число n заходов (Ph = nР).
Резьбы, размеры которых не относятся к стандартным, называются специальными.
2. Цилиндрические резьбы. Основным типом крепежной резьбы является метрическая с утлого профиля 60°. Эта резьба одноза- ходная, преимущественно правая. Ее профиль устанавливает ГОСТ 9150 — 2002 (см. рис. 5.1).
Вершины выступов и впадин срезаны, что облегчает изготовление резьбы, уменьшает концентрацию напряжений и предохраняет резьбу от повреждений при эксплуатации. Профиль наружной резьбы отличается от профиля внутренней резьбы размером срезанной части его вершин.
Метрическая резьба выполняется с крупным (единственным для данного диаметра резьбы) и мелким шагами, которых для данного диаметра может быть несколько (ГОСТ 8724 — 2002). Мелкие шаги применяются преимущественно на тонкостенных деталях, а также при малой длине резьбы. Резьба диаметром менее 1 мм применяется в приборах точной механики, мелких шагов не имеет.
Диаметры и шаги метрической резьбы на деталях из пластмасс также выбираются по ГОСТ 8724 — 2002, но с некоторыми ограничениями по ГОСТ 11709 — 81.
Основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров метрической резьбы устанавливает ГОСТ 24705 — 2004.
Систему допусков для посадок с зазором метрической резьбы диаметром 1...600 мм устанавливает ГОСТ 16093—2004.
Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение. Наибольшее распространение имеют следующие поля допусков: для наружной резьбы 6g и 8g, а для внутренней резьбы 6Н и 7Н.
На учебных чертежах допускается не наносить обозначения полей допусков.
3. Трапецеидальная резьба служит для передачи возвратно-поступательных движений и осевых усилий. Она может быть одно- и многозаходной, правой и левой. ГОСТ 9484—81 устанавливает ее профиль и размеры его элементов (рис. 5.2). Трапецеидальная резьба имеет профиль равнобочной трапеции с углом α = 30°. Одинаковые зазоры по наружному и внутреннему диаметрам создают благоприятные условия для смазывания.
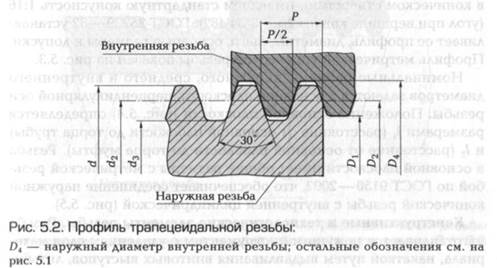
Для каждого номинального диаметра однозаходной трапецеидальной резьбы ГОСТ 24738 — 81 предусматривает различные шаги. Основные размеры резьбы устанавливает ГОСТ 24737 — 81, а систему допусков — ГОСТ 9562—81.
Для многозаходной трапецеидальной резьбы диаметры, шаги, ходы и допуски выбираются по ГОСТ 24739— 81.
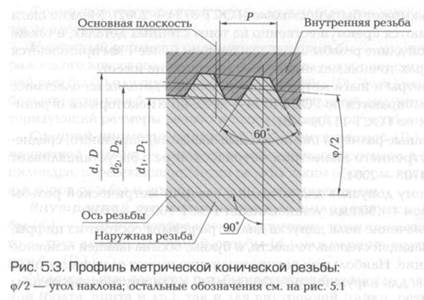
4. Коническая метрическая резьба. Данная резьба применяется в герметичных соединениях трубопроводов с повышенным давлением. Коническая резьба нарезается на коническом стержне (или в коническом отверстии), имеющем стандартную конусность 1:16 (угол при вершине конуса 2φ = 3о34'48''). ГОСТ 25229— 82 устанавливает ее профиль, диаметры, шаги, основные размеры и допуски.
Профиль метрической конической резьбы показан на рис. 5.3.
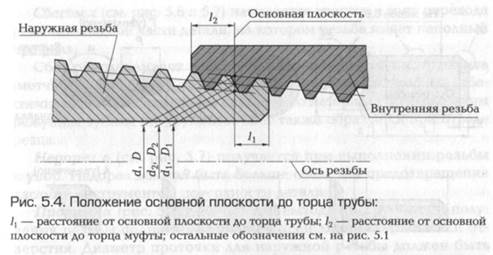
 Номинальные размеры наружного, среднего и внутреннего диаметров задаются в основной плоскости, перпендикулярной оси резьбы. Положение основной плоскости (рис. 5.4) определяется размерами l1 (расстояние от основной плоскости до торца трубы) и l2 (расстояние от основной плоскости до торца муфты). Резьба в основной плоскости имеет общие размеры с метрической резьбой по ГОСТ 9150 — 2002, что обеспечивает соединение наружной конической резьбы с внутренней цилиндрической (рис. 5.5).
Номинальные размеры наружного, среднего и внутреннего диаметров задаются в основной плоскости, перпендикулярной оси резьбы. Положение основной плоскости (рис. 5.4) определяется размерами l1 (расстояние от основной плоскости до торца трубы) и l2 (расстояние от основной плоскости до торца муфты). Резьба в основной плоскости имеет общие размеры с метрической резьбой по ГОСТ 9150 — 2002, что обеспечивает соединение наружной конической резьбы с внутренней цилиндрической (рис. 5.5).
5. Конструктивные и технологические элементы резьбы. Резьба изготавливается режущим инструментом с удалением слоя материала, накаткой путем выдавливания винтовых выступов, литьем, прессованием и штамповкой в зависимости от материала (металл, пластмасса, стекло и др.) и других условий.
В начале резьбы делается, как правило, коническая фаска, предохраняющая крайние витки от повреждений и служащая направляющей при соединении деталей с резьбой (рис. 5.6 и 5.7). Фаску выполняют до нарезания резьбы. Она имеет форму усеченного конуса с образующими, составляющими угол 45° с осью резьбы.
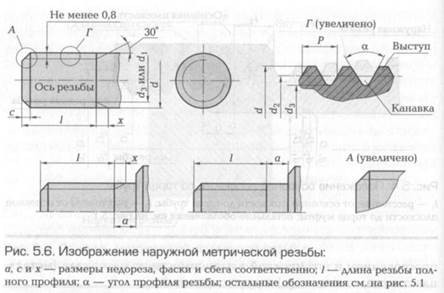
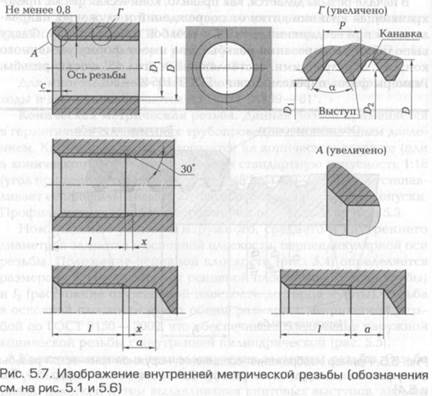
Сбегом х (см. рис. 5.6 и 5.7) называется участок в зоне перехода резьбы к гладкой части детали, на котором резьба имеет неполный профиль.
Сбег обусловливает заборная часть режущего инструмента (метчика или плашки), которая имеет меняющийся профиль, обеспечивающий распределение снимаемого материала по нескольким режущим зубьям инструмента. Сбег также образуется при отводе резца.
Недорез а (см. рис. 5.7) получается при выполнении резьбы в упор. Недорез должен быть больше сбега для предотвращения касания инструментом поверхности детали.
Проточка (рис. 5.8) делается для выхода инструмента и получения резьбы полного профиля по всей длине стержня или отверстия. Диаметр проточки для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы, а для внутренней резьбы — немного больше наружного диаметра резьбы. Размеры сбегов, недорезов и проточек стандартизованы (ГОСТ 27148— 86).
6. Изображение резьбы. Построение точного изображения витков резьбы достаточно длительный процесс, поэтому оно применяется в редких случаях. Согласно ГОСТ 2.311— 68* на чертежах резьба изображается условно, независимо от ее профиля: на стержне сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими — по внутреннему, на всю длину резьбы, включая фаску (см. рис. 5.6, место А).
Сплошная тонкая линия наносится на расстоянии не менее 0,8 мм от основной линии, но не более шага резьбы.
Штриховка в разрезах доводится до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной основной линии.
Граница резьбы на стержне и в отверстии проводится в конце полного профиля резьбы (до начала сбега) основной линией (см. рис. 5.6 и 5.7), доводя ее до линий наружного диаметра резьбы. Границу резьбы невидимую отображают штриховой линией (рис. 5.9).
Дно глухого резьбового отверстия имеет форму конуса с углом при вершине, близким к 120° (на чертеже размер утла не указывается). Этот конус образуется режущей частью сверла при обработке отверстия под резьбу.
При изображении конических резьб угол конусности немного увеличивают с сохранением размеров в основной плоскости.
7. Обозначение резьбы. На рабочих чертежах в обозначение резь бы входят:
буква, характеризующая тип резьбы;
определяющие размеры;
для многозаходных резьб — величина хода с указанием в скобках шага;
буквы LH для левой резьбы;
поле допуска или класс точности;
длина свинчивания, если она отличается от нормальной.
Буквенное обозначение типов резьб:
М — метрическая цилиндрическая;
Тr — трапецеидальная;
МК — коническая метрическая;
S — упорная;
Rd — круглая;
G — трубная цилиндрическая;
R — трубная коническая наружная;
Rc — трубная коническая внутренняя;
К — коническая дюймовая и др.
В учебных условиях обозначение метрической резьбы с крупным шагом содержит только один определяющий размер — номинальный (наружный) диаметр, например, М20, а для метрической резьбы с мелким шагом, трапецеидальной, метрической конической и упорной указываются номинальный диаметр и шаг: М20х1,5; Тг40 х 6; МК20 х 1,5; S80 х 10.
В обозначение трубных и конической дюймовой резьб входит один условный размер в дюймах (1" = 25,4 мм), например, G11/2, R2, Rc2 и К1". Этот размер не соответствует наружному диаметру резьбы, а приблизительно равен внутреннему диаметру трубы (условный проход), на которой нарезается резьба.
Если специальная резьба имеет стандартный профиль, но размеры диаметра или шага отличны от принятых по стандарту, то к обозначению резьбы добавляются буквы «Сп», например,: СпМ64 х 5 — 6g.
Обозначения всех резьб, кроме конических и трубной цилиндрической, относятся к наружному диаметру (рис. 5.12, а). Обозначения конических и трубной цилиндрической резьб наносятся на полке линии-выноски, заканчивающейся стрелкой на основной линии.