Лекция: Ремонт топливных насосов и форсунок
План
1. Общая последовательность основных операций ремонта
2. Дефекты непрецизионных деталей и способы ремонта
3. Дефекты прецизионных деталей и способы их ремонта
Содержание лекции:
Общая последовательность основных операций.
Топливная аппаратура, после снятия ее с двигателя, поступает на участки ремонта, где после наружной мойки ее разбирают.
Прецизионные детали (гильза с плунжером, нагнетательный клапан с седлом, корпус распылителя с иглой) не разукомплектовываются.
Затем детали моют в керосине (прецизионные детали отдельно). Нагар с поверхности форсунки удаляют в моечных ультразвуковых установках. Отверстия в распылителях прочищают специальными приспособлениями – чистиками.
После мойки и чистки детали обдувают сжатым воздухом или вытирают чистыми салфетками, дефектуют и сортируют согласно ТУ.
После сортировки выполняется восстановление деталей различными способами. Вначале выполняется ремонт неприцизионных деталей, а затем прецизионных пар.
После выполнения восстановительных операций выполняется комплектование деталей, подготовка и сборка узлов, затем общая сборка ТНВД и форсунок.
После сборки приборы системы питания высокого давления прирабатываются, регулируются и испытываются на стендах СДТА-1, СДТА-2.
Дефекты непрецизионных деталей и способы ремонта
Дефекты непрецизионных деталей восстанавливают ранее рассмотренными способами:
- трещины на корпусе ТНВД – заваркой по технологии, применяемой при сварке деталей из алюминиевого сплава;
- резьбу с повреждениями более двух ниток — заваркой и нарезанием резьбы по рабочему чертежу, а также нарезанием ремонтной резьбы или постановкой ввертышей;
- изношенные опорные шейки кулачкового вала – шлифованием под ремонтный размер или хромированием с последующим шлифованием под размер рабочего чертежа.
Корпус топливного насоса высокого давления (ТНВД) изготавливают из сплава алюминия АЛ9.
Обломы и трещины, захватывающие отверстия под штуцера и подшипники и находящиеся в труднодоступных местах, являются выбраковочными признаками. Все остальные трещины и обломы устраняют наплавкой или заваркой в среде аргона.
Износ отверстий под толкатели плунжеров до Ø более 31,06 мм устраняют обработкой под ремонтный размер (31,20+0,027 мм). При размере этого отверстия более 31,26 мм корпус бракуют.
Износ отверстия под подшипники державки грузиков до Ø 55,05 мм устраняют гальваническим натиранием или подстановкой ДРД.
Износ отверстий под ось промежуточной шестерни до Ø более 12,03 мм, под ось рычага реек до Ø более 8,025 мм и под ось рычага пружины более 10,025 мм устраняют постановкой ДРД с последующим развертывание до размеров рабочего чертежа.
Дефекты прецизионных деталей и способы их ремонта
Детали плунжерной пары изготавливают из стали 25Х5МА.
Такой дефект, как заедание плунжера во втулке, является выбраковочным признаком. Заедание отсутствует, если плунжер будет спокойно опускаться в разных положениях по углу поворота во втулке при установке пары под углом 45°.
Износ рабочих поверхностей плунжерной пары, как и следы коррозии на торцовой поверхности втулки, что ведет к потере герметичности, устраняют перекомплектовкой. Для этого сам плунжер и его втулку притирают и доводят до шероховатости Rz=0,1…0,08 мкм при допустимой овальности 0,2 мкм и конусности 0,4 мкм. Затем плунжеры разбирают на размеренные группы (интервал 4 мкм) и подбирают по соответствующим втулкам. Далее плунжер и втулку притирают, промывают в бензине и больше не обезличивают. Затем плунжерную пару проверяют, как указано выше.
Нагнетательный клапан в сборе с седлом изготавливают из стали ШХ-15, HRC 58…64. Основные дефекты показаны на рис. 26.3.
 Риски, задиры, следы износа и коррозии на конусных поверхностях 1, на направляющей поверхности 2 и на торце седла 3, на разгрузочном пояске клапана 4 устраняют притиркой на плите притирочными пастами. При этом седло клапана крепят в цанговой державке за резьбовую поверхность.
Риски, задиры, следы износа и коррозии на конусных поверхностях 1, на направляющей поверхности 2 и на торце седла 3, на разгрузочном пояске клапана 4 устраняют притиркой на плите притирочными пастами. При этом седло клапана крепят в цанговой державке за резьбовую поверхность.
 Шероховатость торцовой поверхности седла должна соответствовать Ra=0,16 мкм, а направляющего отверстия и уплотняющего конуса Ra=0,08 мкм. После подбора и притирки клапанную пару не обезличивают.
Шероховатость торцовой поверхности седла должна соответствовать Ra=0,16 мкм, а направляющего отверстия и уплотняющего конуса Ra=0,08 мкм. После подбора и притирки клапанную пару не обезличивают.
Отсутствие заедания клапана в седле определяется его свободным перемещением под действием собственного веса в разных положениях по углу поворота после выдвижения клапана из седла на ⅓ длины.
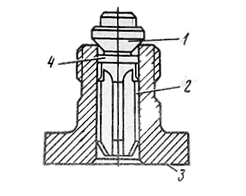
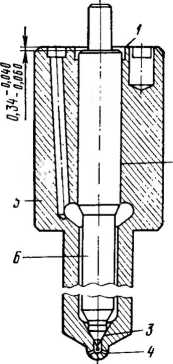
Распылитель форсунки в сборе (рис. 26.4) состоит из корпуса, который изготавливают из стали 18Х2Н4ВА, ИКС 56...60, и иглы из стали Р18, ИКС 60...65.
Основные дефекты: риски и следы износа на торцевой поверхности корпуса распылителя 1, на направляющей 2, на конусных 3 поверхностях иглы и корпуса и износ сопловых отверстий 4.
Корпус 5 распылителя с увеличением сопловых отверстий и со следами оплавления носика бракуется. Сопловые отверстия контролируют калибром 0 0,370 мм (если калибр проходит хотя бы в одно из отверстий, корпус распылителя бракуется).
 Риски и следы износа на торцевой поверхности корпуса распылителя устраняют путем притирки и доводки до зеркального блеска на плите, применяя соответствующие притирочные пасты в зависимости от глубины рисок.
Риски и следы износа на торцевой поверхности корпуса распылителя устраняют путем притирки и доводки до зеркального блеска на плите, применяя соответствующие притирочные пасты в зависимости от глубины рисок.
Риски и следы износа на направляющей и конусной поверхностях отверстий в корпусе удаляют при помощи притиров, доводя поверхность до требуемой геометрической формы и шероховатости, а затем сортируют по диаметру на группы.
 Иглу 6 обрабатывают на соответствующем притире, закрепляя ее через обойму в патроне токарного станка, а притир при помощи оправки держат в руках. При обработке корпуса притир закрепляют в патроне станка, а корпус держат в руках (частота вращения шпинделя 200-350 мин-1, притирку заканчивают при появлении на корпусе притира пояска шириной до 0,5 мм). Иглы сортируют на группы по диаметру направляющей поверхности, подбирают по соответствующим группам корпусов распылителей и доводят притиркой сопряженных деталей после нанесения тонкого слоя пасты сначала на цилиндрическую поверхность иглы, затем на конусную (предварительно промыв и смазав дизельным топливом цилиндрическую поверхность).
Иглу 6 обрабатывают на соответствующем притире, закрепляя ее через обойму в патроне токарного станка, а притир при помощи оправки держат в руках. При обработке корпуса притир закрепляют в патроне станка, а корпус держат в руках (частота вращения шпинделя 200-350 мин-1, притирку заканчивают при появлении на корпусе притира пояска шириной до 0,5 мм). Иглы сортируют на группы по диаметру направляющей поверхности, подбирают по соответствующим группам корпусов распылителей и доводят притиркой сопряженных деталей после нанесения тонкого слоя пасты сначала на цилиндрическую поверхность иглы, затем на конусную (предварительно промыв и смазав дизельным топливом цилиндрическую поверхность).
Притирку и доводку производят тремя пастами: притирку – пастой 28 мкм (светло-зеленого цвета), доводку – пастой 7 мкм (темно-зеленого цвета), освежение – пастой 1 мкм (черного цвета с зеленым оттенком). После каждого процесса притирки и доводки детали необходимо тщательно промывать в чистом дизельном топливе.
Сопряжение корпус распылителя – игла после ремонта должно соответствовать следующим техническим требованиям:
- расстояние между торцом иглы и корпуса должно быть  мм; этот размер обеспечивается доводкой торца;
мм; этот размер обеспечивается доводкой торца;
- игла после тщательной ее промывки и смазки дизельным топливом, выдвинутая на 1/3 длины из корпуса, наклоненного на угол 45°, должна плавно, без задержек опускаться до упора под действием собственной массы (проверка плотности, качества распыливания и герметичности запорного конуса производится при испытании форсунки в сборе).
После сборки приборы системы питания высокого давления прирабатываются, регулируются и испытываются на стендах СДТА-1 или СДТА-2.
Форсунки испытывают на герметичность, на начало впрыска и качество распыла, на пропускную способность, по которой форсунки разбиваются на четыре группы (0; 1; 2; 3) с клеймением их по наружной поверхности соединения со штуцером.
ТНВД испытывают на начало подачи топлива секциями, на герметичность, на производительность и равномерность подачи топлива.
Литература:
Румянцев С.И. и др. Ремонт автомобилей: учебник для автотрансп. техникумов – 2-е изд. – М.: Транспорт, 1988. – 327 с. (стр. 198-200).