Обработка мелких деталей в пальто
В пальто, полупальто, куртках, жакетах для отделки, застежки и других целей применяют различные мелкие детали: шлевки, хлястики, паты, пояса, клапаны, листочки и др. Обработка этих деталей различна и зависит от формы и размеров деталей, а также свойств тканей, из которых их изготовляют.
Обработка шлевок
Шлевки  применяют для закрепления пояса в пальто, жакетах, брюках. Шлевки могут быть узкими (1 - 1,2 см), средними (2 - 2,5 см) и широкими (6 - 10 см).
применяют для закрепления пояса в пальто, жакетах, брюках. Шлевки могут быть узкими (1 - 1,2 см), средними (2 - 2,5 см) и широкими (6 - 10 см).
Узкие шлевки обрабатывают без подкладки. Края шлевок накладывают один на другой на 1 - 1,5 см, наружный срез подгибают внутрь на 0,5 см и настрачивают посередине шлевки на расстоянии 0,2 см от подогнутого края (рис. 21, а).
Узкие шлевки из тяжелых и средних тканей стачивают на крае-обметочной машине или на машине с зигзагообразной строчкой с ослабленным. натяжением нитей (рис. 21, б). Шлевки развертывают, размещая строчку посередине, и приутюживают на прессе или утюгом. Шлевки можно изготовить на двухигольной машине (рис. 21, в).
Средние по ширине шлевки обрабатывают без подкладки и на подкладке. Шлевки без подкладки стачивают по боковым срезам швом шириной 0,5 см. Шлевки вывертывают и приутюживают (рис. 21, г).
Шлевки можно обработать клеевой кромочной тканью. В этом случае из нее вырезают деталь в форме шлевки, накладывают на изнанку шлевки клеевым слоем вверх; боковые срезы шлевки подгибают, размещая края встык и приутюживают (рис. 21, д, е). Такая обработка обеспечивает высокую производительность труда при хорошей устойчивости шлевок.
Широкие шлевки изготовляют на подкладке. Подкладку выкраивают уже верха шлевки на удвоенную ширину канта с боковых ее сторон. Ширина канта в зависимости от толщины тканей равна 0,1 - 0,25 см. Шлевку из толстых тканей обтачивают подкладкой с боковых сторон швом шириной 0,5 см, затем вывертывают на лицевую сторону, выправляют швы и приутюживают (рис. 21, ж). В изделиях из тонких тканей боковые срезы шлевки и подкладки подгибают в сторону изнанки и настрачивают с образованием канта из ткани верха, располагая строчку по краю подкладки (рис. 21, з).
Обработка хлястиков, пат, клапанов
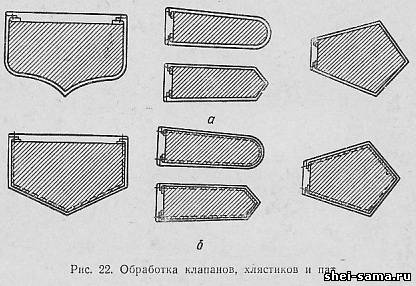
Хлястики, паты и клапаны могут быть различных размеров и формы. В зависимости от модели их изготовляют на подкладке из основной или чаще подкладочной ткани, а также цельнокроеными из основной ткани.
Для придания устойчивости деталям их делают с прокладками из бязи, коленкора, флизелина с клеевым покрытием или без него.
Клеевые прокладки соединяют с основными деталями утюгом или на прессе, располагая их так, чтобы они не попали в швы обтачивания краев. При применении неклеевых прокладок детали обтачивают вместе с прокладками.
При ниточном соединении детали обтачивают на стачивающей машине или на машинах-полуавтоматах.
При обработке на стачивающей машине основную деталь и подкладку складывают лицом внутрь, совмещая срезы, и обтачивают по подкладке швом шириной 0,4 - 0,5 см. Для получения канта криволинейные участки обтачивают с посадкой основной детали. Размер посадки зависит от размера и формы детали, а также толщины и других свойств материала. После обтачивания излишки ткани в уголках обрезают, оставляя припуск шва шириной 0,2 - 0,3 см. Детали вывертывают, выправляют края, образуя кант (рис. 22, а), и выметывают. Затем детали приутюживают со стороны подкладки. Для лучшего выправления краев и придания нужной формы деталям их можно приутюжить утюгом или на прессе, предварительно надевая на специальные шаблоны.
Если фасоном предусмотрена отделочная строчка по краям деталей, ее выполняют по лицевой стороне шелковыми нитками.
При обработке на машинах-полуавтоматах края деталей верха и подкладки подгибают, а затем настрачивают (см. рис. 22, б).
Если необходимо придать клапанам дополнительную устойчивость, то их обрабатывают с применением прокладок из ворсованной ткани с нанесенным на нее клеевым порошковым покрытием. При этом прокладку накладывают на клапан или на подкладку клапана (в изделиях из тонких тканей) и приклеивают утюгом или на прессе. Прокладку клапана выкраивают по лекалу клапана.
Обработка листочек

Листочки на подкладке обрабатывают так же, как и клапаны.
Листочки цельнокроеные (без подкладки) обрабатывают в зависимости от способа закрепления их концов.
Если концы листочек притачивают к полочке, то со стороны изнанки листочки размечают линию перегиба и на нижнюю часть листочки на расстоянии 0,1 - 0,2 см от линии разметки накладывают прокладку. Клеевую прокладку соединяют на прессе или утюгом; если прокладка не клеевая, ее настрачивают по внутренней стороне на расстоянии 0,5 - 0,6 см от среза (рис, 23, а). Листочку перегибают, закрепляя перегиб на выметочной машине, а затем приутюживают на прессе.
Чтобы закрепить листочку по ширине, выполняют строчку на стачивающей машине на расстоянии 0,5 см от среза (рис. 23, б).
Со стороны изнанки выполняют разметку длины, а иногда и ширины листочки.
В соответствии с моделью по краю листочки может быть выполнена отделочная строчка.
Если по модели концы листочки настрачивают на полочку, то после закрепления прокладки листочку перегибают лицевыми сторонами внутрь, и концы стачивают вместе с прокладкой швом шириной 0,5 см. Припуски швов в уголках высекают, листочку вывертывают, концы выметывают, после чего листочку приутюживают (рис. 23, в).
В изделиях из толстых, плотных тканей после приутюживания со стороны изнанки размечают длину листочки. Концы нижней части листочки вырезают (рис. 23, г). Концы верхней части листочки заутюживают, укладывая их под нижнюю часть листочки. Если строчку выполняют не по краям, а на расстоянии от них на 0,5 см и более, то с изнанки по концам прокладывают клеевую пленку (рис. 23, д).
Для обработки листочки с острыми углами ее обтачивают по верхнему срезу подкладкой швом шириной 0,5 - 0,6 см. Затем листочку перегибают, образуя кант шириной 0,2 - 0,3 см из основного материала, и обтачивают концы (рис. 23, е).
Шов в углах обрезают, оставляя припуск 0,1 - 0,2 см, листочку вывертывают, выправляют углы и края так, чтобы образовался кант из материала листочки шириной 0,1 - 0,2 см, и выполняют отделочную строчку по модели. Листочки приутюживают со стороны изнанки и с лицевой стороны на прессе или утюгом.
Обработка поясов 
Пояса изготовляют из основной ткани без подкладки или на подкладке, без прокладки или с прокладкой. Если пояс с прокладкой, то ее выкраивают из ворсованной ткани с клеевым покрытием по размеру пояса в готовом виде (в изделиях из толстых тканей) или по размеру детали (в изделиях из тонких тканей) и приклеивают со стороны изнанки детали утюгом или на прессе. В зависимости от модели пояс может застегиваться на крючки и петли, на пуговицы и петли или пряжкой.
Обработка пояса включает обработку швов, концов и застежки.
Обработка продольных швов и концов пояса. Обработку выполняют следующим образом. В изделиях из толстых тканей боковые срезы пояса стачивают на стачивающей машине швом шириной до 0,7 см. Пояс выправляют, располагая продольный шов посередине, и один конец обтачивают по намеченной линии (рис. 24, а). Припуск шва в вершине мыса обрезают, оставляя 0,2 - 0,3 см. Шов разутюживают, пояс вывертывают специальным приспособлением, выметывают и приутюживают на прессе.
Продольный шов можно стачивать на краеобметочной машине или на машине с зигзагообразной строчкой. В этом случае сначала обтачивают конец пояса, затем вывертывают уголок и стачивают продольный шов (рис. 24, б). Применение этих машин уменьшает расход ткани и улучшает качество (шов значительно тоньше). После выметывания и приутюживания на прессе пояс настрачивают.
В изделиях из тонких тканей обтачивание конца и стачивание продольного шва выполняют одновременно (рис. 24, в).
В изделиях из хлопчатобумажных тканей вначале подгибают конец пояса в сторону изнанки на 1,0 - 1,5 см, затем боковые срезы накладывают один на другой, подгибая верхний срез на 0,7 см, и настрачивают посередине на расстоянии 0,1 - 0,2 см от подогнутого края. Одновременно настрачивают подогнутый конец пояса (рис. 24, г).
Обработка застежки пояса. При обработке застежки на петли и пуговицы срезы необработанного конца пояса подгибают внутрь на 0,7 - 1,0 см и застрачивают на расстоянии 0,1 - 0,2 см от края или подшивают ручными косыми стежками. На концах размечают места расположения пуговицы и петли. Обметывают петлю и пришивают пуговицу на специальных машинах.
При обработке застежки на крючок и петлю обработанный ранее пояс прокалывают посередине его ширины со стороны изнанки на расстоянии 1,5 - 2 см от уголка. Крючок вставляют в отверстие и пришивают ручными стежками по 4 - 5 стежков в каждое ушко и около изгиба (рис. 24, д). На другом конце пояса в соответствии с размерами крючка изготовляют петлю из нитки.
При обработке застежки пряжкой пряжку надевают на конец пояса, перегибают конец на 4 - 5 см и притачивают к поясу на машине (стачивающей или зигзагообразной строчкой) или пришивают ручными косыми стежками (рис. 24, е). Срезы подогнутого конца или вырезают из шва (на толстых тканях), или подгибают при подшивке.
Обработка шлевки для пояса. При обработке пояса со шлевкой, заменяющей пряжку (рис. 24, ж), конец пояса загибают в виде петли (рис. 24, з) и закрепляют двумя строчками: первая - на стачивающей машине (рис. 24, и), вторая - на, машине с зигзагообразной строчкой (рис. 24, к).