Характеристика электродов
| Тип электрода | Марка электрода | Коэффициент наплавки, г/Ач | Разбрызгивание | Расход электродов, кг, на1 кг наплавленного металла КЭ |
| Э42 Э42А Э46 Э46 Э46 Э50 Э50А Э50А | ОМА УОНИИ 13/45 АНО-3 МР-3 О3С-6 ДСК- 50 АНО- 9 УОНИИ 13/55 | 10…11 8,5 8,5 7,8 10,5 10,0…11,0 10,0 8,5…9,0 | Умеренное Умеренное Малое Умеренное Малое Малое Умеренное Умеренное | 1,45 1,60 1,60 1,70 1,60 1,40 1,70 1,70 |
К параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать ориентировочные данные (табл.).
Таблица
Зависимость диаметра электрода
от толщины свариваемого металла
| Толщина листов, мм | 1…2 | 4…5 | 6…10 | 10…15 | 15 и более | |
| Диаметр электрода, мм | 1,6…2,0 | 2,0…3,0 | 3,0…4,0 | 4,0…5,0 | 5,0 | 5,0 и более |
В многослойных стыковых швах первый слой выполняют электродом диаметром 3…4 мм, последующие слои – электродами большего диаметра.
| ТКТТС.О. 15.01.05. СВК-1-17. ПЭР. ПЗ |
| Дата |
| Подп. |
| № докум. |
| Лист |
| Изм. |
| Лист |
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1…1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле
 , (1.1)
, (1.1)
где К – коэффициент, равный 25…60 А/мм;  – диаметр электрода, мм.
– диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода принимается в соответствии с табл. 1.3.
Таблица
Зависимость коэффициента К от диаметра электрода
| , мм
| 1…2 | 3…4 | 5…6 |
| К, А/мм | 25…30 | 30…45 | 45…60 |
Силу сварочного тока, рассчитанную по формуле (1.1), следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве. Если толщина металла S  3 , то значение
3 , то значение  следует увеличить на 10…15 %. Если же S
следует увеличить на 10…15 %. Если же S  1,5 , то сварочный ток уменьшают на 10…15 %.
1,5 , то сварочный ток уменьшают на 10…15 %.
При сварке угловых швов и наплавке значение тока должно быть повышено на 10…15 %. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10…15 %.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги  = 22…28 В.
= 22…28 В.
Расчет скорости сварки, м/ч, производится по формуле
 (1.2)
(1.2)
где  – коэффициент наплавки, г/Ач (выбирают из характеристики принятого электрода);
– коэффициент наплавки, г/Ач (выбирают из характеристики принятого электрода);  – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;
– площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;  – плотность металла электрода, г/см3 (для стали = 7,8 г/см3).
– плотность металла электрода, г/см3 (для стали = 7,8 г/см3).
| ТКТТС.О. 15.01.05. СВК-1-17. ПЭР. ПЗ |
| Дата |
| Подп. |
| № докум. |
| Лист |
| Изм. |
| Лист |
 , (1.3)
, (1.3)
где – площадь поперечного сечения шва, см2;  – длина шва, см.
– длина шва, см.
Расчет массы наплавленного металла при ручной дуговой наплавке производится по формуле
 =
= 
 , (1.4)
, (1.4)
где – площадь наплавляемой поверхности, см2; – требуемая высота наплавляемого слоя, см (с учетом припуска на последующую обработку).
2.5. Технология сборки, сварки и контроля во время сборки изделия, конструкции.
Перед сборкой металлопрокат проходит разметку, а затем по этой разметке, подвергается резке угловой шлифовальной машинкой марки BOSCH GWS 750-115. (Рисунок 5).
После этого происходит сборки сварной конструкции. Сборка проходит, согласно требования ГОСТ 14771-76 «Дуговая сварка в защитном газе». Перед сборкой сварочные кромки необходимо зачистить металлической щеткой, а после этого выполнять прихватки.
После каждой операции сборки и сварки, сваренная деталь проходит визуальный контроль с помощью визуально-измерительных приспособлений. Все обнаруженные и выявленные дефекты устраняются.
3. Контроль качества сварных швов.
Контроль качества изготовления данной металлической конструкции включает в себя:
1.качество выполненных сварных швов
| ТКТТС.О. 15.01.05. СВК-1-17. ПЭР. ПЗ |
| Дата |
| Подп. |
| № докум. |
| Лист |
| Изм. |
| Лист |
Нарушение технологических процессов сварки могут привести к образованию различных дефектов в сварном соединении. По расположению в шве дефекты делятся на наружные и внутренние.
Наружные дефекты выявляются поверхностным осмотром, а внутренние - обнаруживаются специальными методами контроля.
Наружные дефекты:
1.Нарушение формы шва,
2. Подрез
3.Непровар
4. Прожог
5.Угловое смещение, депланация
6.Трещины
7.Неровная поверхность шва, брызги металла
Внутренние дефекты:
1.шлаковые включения;
2.внутренние поры;
3.пережог металла;
4.перегрев металла;
5.внутренние трещины.
| ТКТТС.О. 15.01.05. СВК-1-17. ПЭР. ПЗ |
| Дата |
| Подп. |
| № докум. |
| Лист |
| Изм. |
| Лист |
1.трещины, поры, непровары, шлаковые включения - удаляется часть шва с дефектом с последующей подваркой;
2.подрезы, кратеры, прожоги - подваривают;
Наборы для визуального измерительного контроля

Рисунок 5 набор ВИК
ТКТТС.О. 15.01.05. СВК-1-17. ПЭР. ПЗ
Дата
Подп.
№ докум.
Лист
Изм.
Лист
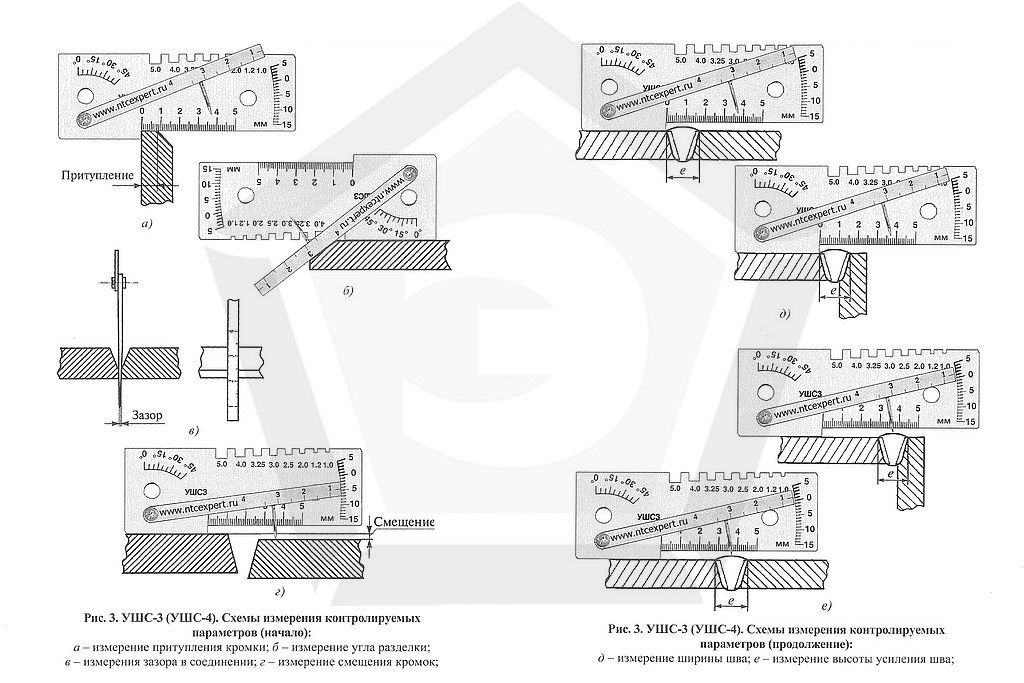
Рисунок 6
Схемы измерения дефектов шаблонов УШС-3