Гибкие производственные системы (ГПС) ТЕРМИЧЕСКОГО И СВАРОЧНОГО ПРОИЗВОДСТВ
В состав названных ГПС входят: ГПС отжига, ГПС закалки и отпуска, ГПС сварки. Рассмотрим состав, структуру и принципы функционирования ГПС сварки и термической обработки на уровне их реализации в Виде ГПМ.
ГПМ сварочного производства элементов конструкции МЭА
Выбор вида и способа сварки, где применение ПР наиболее целесообразно и оправдано, должно проводиться с учетом предварительно сформулированных критериев и оценок. К ним следует отнести: степень распространенности данного вида и способа сварки; невозможность пребывания человека в зоне сварки; необходимость выполнения комплекса движений динамических характеристик (скорость, точность, величина перемещения масс) и др.
Конструкторско-технологическая характеристика свариваемых деталей
Основными способами сварки, отличающимися по характеру внешнего воздействия на свариваемые детали, являются:
1. холодная и ультразвуковая сварка, осуществляемая под давлением;
2. электронно-лучевая и лазерная сварка, осуществляемая под воздействием теплоты на свариваемые детали
3. диффузионная термокомпрессионная сварка, осуществляемая под Одновременным воздействием теплоты и давления непосредственно или косвенно на свариваемые детали.
Каждый из перечисленных способов требует точного (в пределах 1-5 %) соблюдения параметров (толщина материала, мощность излучения, температура, давление, усилие, скорость) и условий сварки. Соединяемые детали должны иметь точные (в пределах ±0,2 мм) геометрические размеры и точное (в пределах ±0,01 мм) относительное расположение.
Состав и структура ГПМ сварки
На сварочных операциях используются ГПМ сварки, которые подразделяются на следующие виды: модули с использованием универсальных ПР для загрузки-разгрузки сварочных автоматов; модули с использованием универсальных ПР для загрузки-гаразгрузки контактных сварочных машин; модули с использованием специальных ПР для автоматизации процесса дуговой и контактной сварки. ПР используются на вспомогательных операциях и управляют ходом ТП. На рис.1 приведена типовая структура ГПМ для загрузки-разгрузки контактных сварочных машин модели 1C. Указанная модель ГПМ предназначена для загрузки-разгрузки контактных сварочных полуавтоматов.
В рассматриваемом ГПМ ПР берет первую деталь из магазина-питателя и устанавливает ее в приспособление, закрепленное на электроде машины для рельефной сварки. Затем ПР берет вторую деталь из соответствующего магазина-питателя и устанавливает ее в первую деталь. По команде от системы программного управления робота включается сварочная машина. По окончании сварки ПР снимает сваренный узел и укладывает его в тару.
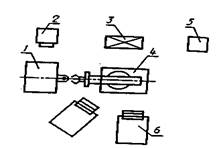
Рис. 1 - ГПМ сварки 1 — контактная сварочная машина; 2 - СПУ ПР; 3 - тара для сварочных узлов; 4 — ПР; 5 — СУ ГПМ; 6 - магазин-питатель

Рис.2. ГПМ термической обработки 1 — камерная печь; 2, 6 — ПР; 3 - подающее устройство; 4 - СПУ ПР; 5 - пресс закалоч ный; 7 — подающее устройство для оправок; 8 - моечная машина; 9 - устройство для сушки схвата ПР; 10 - шкаф электроавтоматики ГПМ
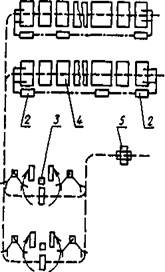
Рис 3 - ГПМ гальванического производства: 1 - ПР; 2 - автооператор (перегрузочное устройство); 3 — пост монтажа и демонтажа; 4- линия АГ-42-2; 5 — транспортируемое устройство