Урок№20
13.10.2021
Предмет: «Слесарное дело.»
Тема: «Конструкция и классификация напильников.»
Цель: изучить и кратко записать в конспект основное содержание темы.
Напильники, их конструкция и классификация
Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих мелкие и острые зубья. Этими зубьями напильник срезает небольшой слой металла в виде стружки.
Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является способ насекания на специальных станках.
Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х) и после насечки подвергают термической обработке.
Насечки на поверхности напильника образуют зубья. Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (однорядной) и двойной (перекрестной), а также рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такие напильники применяются для обработки цветных металлов, целлулоида, дерева и др. Одинарная насечка наносится под углом от 5 до 30° по отношению к линии, перпендикулярной к оси напильника (рис. 73, а).
В напильниках с двойной насечкой (рис. 73, б) сначала насекают нижнюю глубокую насечку, называемую основной, а поверх нее — верхнюю неглубокую насечку, называемую вспомогательной; она разрубает основную на большое число отдельных зубьев. Вспомогательная насечка имеет направление справа налево вверх, а основная, образующая профиль зуба, — слева направо вверх, если смотреть на насечку напильника от хвостовика к носку. Перекрестная насечка размельчает стружку, что облегчает работу. У напильников с двойной (перекрестной) насечкой основная насечка
обычно выполняется под углом наклона 20°, а вспомогательная — под углом наклона 55° Такие углы наклона насечек обеспечивают хорошую производительность при опиливании чугуна; для обработки стали применяют напильники с углом наклона основной насечки 25° и вспомогательной 45°
|
|

| Рис. 73. Насечки напильников |
Шаг (расстояние) между двумя соседними зубьями на основной насечке больше, чем на вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей угол 5° с осью напильника (рис. 73, г), и при его движении следы зубьев частично перекрывают друг друга. Поэтому на обработанной поверхности уменьшается шероховатость, и она получается относительно чистой и гладкой.
Зубья рашпильной насечки (рис. 73, в) образуются выдавливанием металла заготовки рашпиля насе - кательными зубилами со специальной формой заточки.
Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.), так как в этом случае снимается крупная стружка, что требует и крупных зубьев. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
|
|
Дуговую насечку получают фрезерованием. Она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяются при об- 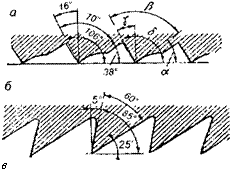
 Работке кузовов автомобилей и других изделий.
Работке кузовов автомобилей и других изделий.
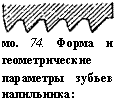
НезависиМо от способа выполнения насечки зубья на поверхности напильника имеют форму клина с углом заострения р, задним углом а, передним уг-
А — форма насеченного зуба напильника и ЛОМ у И уг - его углы; б — фрезерованный или шлифо - лом резания
Ванный зуб; в — зуб, полученный протяги- § (рис 74 а)
Передним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его верШину перпендикулярно оси напильника. Он устанавливается в пределах от +10 до —16° Угол заострения р образуется между передней и задней поверхностями зуба напильника. Задним углом а называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 5 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
Практикой слесарной обработки установлены следующие значения углов зубьев напильника:
А) для напильников с насеченными зубьями у отрицательный до 16°, Р = 70°, а = 36°, 5 = 106°;
|
|
Б) для напильников с фрезерованными и шлифованными зубьями (рис. 74, б) у = 2—10°, Р = 60—65°, а = 20-25°, 5 = 80-88°;
В) для напильников с зубьями, полученными протягиванием (рис. 74, в) у = —5°, р = 55°, сх = 40°, 6 = 95° Протянутый зуб имеет впадину с плоским дном. Напильники с зубьями, полученными протягиванием, лучше врезаются в обрабатываемый металл, что способствует повышению производительности труда. Кроме того, эти напильники более стойки в работе и не забиваются стружкой.
Классификация напильников.
Напильники различаются по числу насечек, профилю сечения и длине.
По количеству зубьев, насеченных на 1 см длины, напильники делятся на 6 классов: 1-й класс — драчевые с числом зубьев от 5 до 13 (крупная насечка), применяются для чернового опиливания заготовок; 2-й класс — личные (мелкая насечка) с числом зубьев от 13 до 25, применяются для чистового опиливания деталей; 3, 4, 5 и 6-й классы — бархатные (мелкая и очень мелкая насечка), применяются для особо чистой и точной отделки, доводки и шлифования поверхностей.
В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные — общего назначения и для специальных работ, машинные, надфили и рашпили.
Напильники слесарные общего назначения изготовляются восьми типов: плоские (тупоносые и остроносые) квадратные, трехгранные, полукруглые, круглые, ромбические и ножовочные длиной от 100 до 450 мм с насечкой № 1—6. Номер насечки характеризуется числом основных насечек на 1 см длины напильника. Напильники располагают двойной (перекрестной) насечкой, образованной способом насекания.
Напильники слесарные для специальных работ предназначаются для удаления больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов и неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др.