ПРАКТИЧЕСКАЯ РАБОТА № 2
Цель работы: изучить конструкцию, накладку и приемы измерения микрометрами.
Типы микрометров:
МК – микрометры гладкие для измерения наружных размеров изделий;
МЛ – микрометры листовые с циферблатом для измерения толщины листов и лент;
МТ – микрометры трубные для измерения толщины стенок труб;
МЗ – микрометры зубомерные для измерения зубчатых колес.
Микрометры типа МК предназначены для измерения наружных размеров. Они выпускаются с пределами измерений: 0-25; 25-50 и т.д. через каждые 25 мм, а затем с 300-400; 400-500; 500-600 мм.
Микрометры с верхним пределом измерений 50 мм и более снабжаются установочными мерами 8 (рис. 12). Микрометры с верхним пределом измерений более 300 мм имеют подвижные пятки, обеспечивающие возможность измерений любого размера в пределах данного микрометра.
Порядок выполнения работы
Упражнение 1. Измерение микрометром МК
1. Изучить конструкцию микрометра МК (рис.12, а).
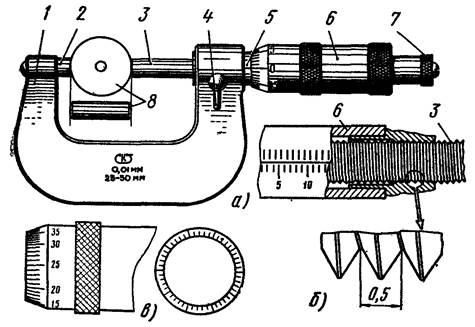
Рис. 12. Микрометр МК:
а – устройство, б – микрометрический винт, в – барабан; 1 – скоба, 2 – пятка, 3 – винт, 4 – стопор, 5 – стебель, 6 – барабан, 7 – трещетка, 8 – устаносочная мера
2. Ознакомиться с устройством и назначением нониуса (рис. 12, в):
a) на наружной поверхности стебля 5 проведена продольная линия, ниже которой нанесены миллиметровые деления;
b) микрометрический винт 3, шаг которого равен 0,5 мм, связан с барабаном 6. Коническая часть барабана разделена по окружности на 50 равных частей (нониус на рис. 12, в);
c) за один оборот микрометрический винт 3 перемещается вдоль оси на шаг резьбы (рис.12, б). При повороте на одно деление микрометрический винт 3, соединенный с барабаном 6, перемещается вдоль оси на 1/50 шага, т.е. 0,5:50=0,01 мм, являющейся ценой деления микрометра.
3. Установка нулевого положения нониуса (рис. 13):
a) нулевое положение микрометра проверить перед измерением: у правильно отрегулированного микрометра пятка 2 и винт 3 (см. рис. 12) должны соприкасаться с измерительными поверхностями установочной меры 8 или непосредственно между собой (при пределах измерения диаметра 0 – 25 мм), а нулевой штрих барабана должен совпадать с продольным штрихом стебля, при этом скос барабана должен открывать нулевой штрих стебля (рис.13, а);
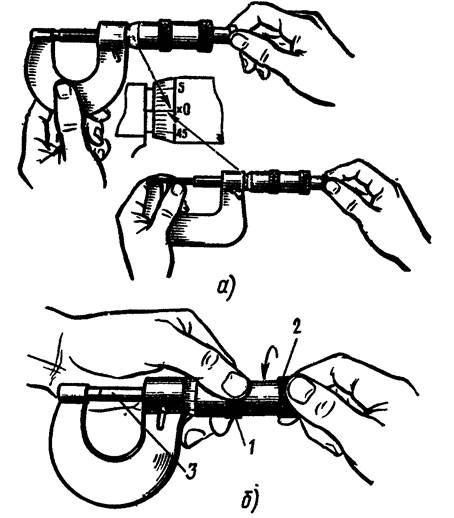
Рис. 13. Установка нулевого положения микрометра МК
b) при несовпадении штрихов микрометр следует отрегулировать:
- застопорить микрометрический винт 3 при сведенных измерительных плоскостях;
- ослабить колпачок 2, связывающий барабан с микроскопическим винтом, придерживая левой рукой за поясок 1 (рис. 13, б);
- освободить барабан от сцепления с винтом и провернуть его до совпадения нулевого штриха на скосе барабана с продольным штрихом стебля (рис. 13, а);
- закрепить барабан на винте с помощью колпачка.
4. Измерение микрометром МК:
a) протереть измерительные поверхности мягкой тканью или бумагой (рис. 14, а – б);
b) установить микрометр на размер, несколько больший проверяемого;
c) взять микрометр (рис. 14, в) левой рукой за скобу 1 (посередине), а измеряемую деталь 3 поместить между пяткой 2 и торцом микрометрического винта 4;
d) пальцами правой руки плавно вращать трещотку 5, слегка прижимать торцом микрометрического винта 4 деталь 3 к пятке 2 до соприкосновения его поверхностью проверяемой детали, пока трещотка 5 не начнет провертываться и пощелкивать;
e) при измерении детали линия измерения должна быть перпендикулярна образующей и проходить через центр (рис.14, г).
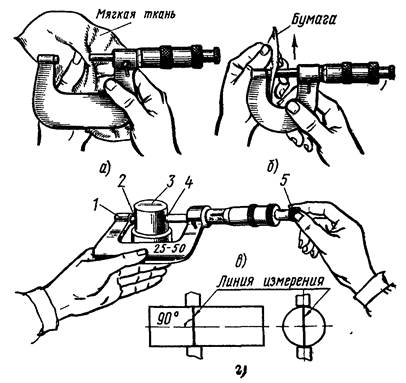
Рис. 14. Измерения микрометром МК:
а,б – протирка рабочих частей, в – прием установки микрометра, г – линия измерения
5. Чтение показаний микрометра:
a) при чтении показаний микрометр держать прямо перед глазами (рис.15, а);
b) целое число миллиметров отсчитывать по нижней шкале, половины миллиметра – по верхней шкале стебля, а сотые доли миллиметра отсчитывать по делениям шкалы барабана, по штриху, совпавшему с продольной риской на втулке;
c) на рис. 15, б приведены примеры отсчетов.

Рис. 15. Работа с микрометром:
а – чтение показаний, б – примеры отсчета
Контрольные вопросы:
1. Как нужно обращаться с измерительными инструментами?
2. Назовите инструменты и приборы для точных измерений?
3. Почему точность измерительного инструмента должна быть выше, чем точность изготовления детали, которая этим инструментом проверяется?