Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке:
структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
· неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
· литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
· отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
· несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
· отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов.
Виды деформаций при сварке бывают:
· местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
· временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем - остаточными;
· упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются - пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
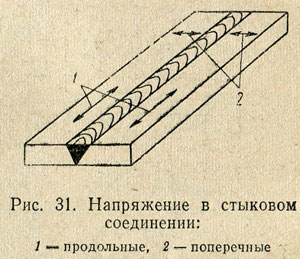
Деформации и напряжения при сварке стыковых соединений. По продолжительности сварочные напряжения бывают технологические и остаточные. Первые возникают во время сварки (в процессе изменения температуры), вторые — после окончания сварки и полного охлаждения изделия. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные поперек оси шва, линейные сварочные напряжения (рис. 31).
Распределение продольных напряжений при сварке в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигают предела текучести (рис. 32).

При сварке встык продольное сокращение шва вызывает не только продольные, но и поперечные напряжения, поскольку деформированные («изогнутые») листы стремятся распрямиться. Поэтому в средней части сваренных листов возникают напряжения растяжений, а по краям -напряжение сжатия.
При разработке технологического процесса сварки обязательно следует учитывать поперечную и продольную усадку шва. При сварке металла толщиной до 6 мм главным образом возникают значительные деформации, а остаточные напряжения бывают небольшими.
Деформации и напряжения при сварке тавровых соединений. В сварных конструкциях, имеющих тавровое сечение (состоящих из двух листов), под влиянием продольных и поперечных напряжений и укорочений стенка и пояс тавра деформируются, тавр изгибается по длине. Величина таких деформаций зависит от соотношения размеров стенки и пояса, последовательности наложения сварных швов, величины погонной энергии, условий закрепления таврового сечения и т. д. Чем тоньше пояс и больше ширина вертикальной стенки, тем больше продольные напряжения сварного тавра.
 В рассмотренных выше примерах сварки стыковых соединений и тавровых сечений отмечены лишь деформации, происходящие в плоскости свариваемого элемента. Кроме деформаций в плоскости соединяемых элементов, возникают также и деформации свариваемых листов из плоскости, которые называются угловыми деформациями (рис. 33).
В рассмотренных выше примерах сварки стыковых соединений и тавровых сечений отмечены лишь деформации, происходящие в плоскости свариваемого элемента. Кроме деформаций в плоскости соединяемых элементов, возникают также и деформации свариваемых листов из плоскости, которые называются угловыми деформациями (рис. 33).

На величину угловых деформаций (угол β) влияют размер свариваемых листов, угол раскрытия шва а (чем он меньше, тем меньше деформация), закрепление, количество проходов и т. д. Листы необходимо закреплять как можно ближе к сварному шву. Расстояние крепления от шва при сварке тонких листов должно быть равно 3 — 6-кратной ширине шва. Крепления, расположенные на значительном расстоянии от шва, практически не оказывают влияния на конечные угловые деформации.
Остаточные напряжения и деформации могут влиять на получение и сохранение точных размеров и форм сварных конструкций, а также на их прочность и работоспособность.
Влияние собственных остаточных напряжений.
1.Изменение размеров и формы свойств соединений в процессе механической обработки. Либо непосредственно в процессе обработки, либо в момент съема со станка, в незначительной степени в процессе вылеживания. В процессе, обработки удаляется металл, в котором были собственные напряжения, при этом происходит нарушение равновесия сил. Снятие усилений - самый распространенный вид механической обработки (Рис. 9.25). Если закрепление детали не препятствует деформации, то изменение размеров возникает сразу. Искажение формы образовавшихся поверхностей может происходить так же вследствие различных сил резания закаленных и не закаленных зон не отпущенного соединения
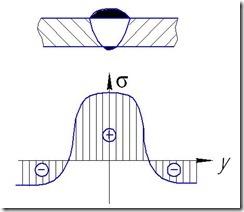
Рис. 9.25 Распределение напряжений
2.Изменение размеров в процессе эксплуатации может происходить так же вследствие релаксации напряжений и распада нестабильных структур, которые могут возникнуть в процессе сварки. Подобные изменения размеров весьма малы, и рассматривать их важно лишь для прецизионных свойств соединений в точном машиностроении и приборостроении.
3. Растягивающие остаточные напряжения снижают усталостную прочность сварных соединений. Чем выше рабочие напряжения (σраб) и эффективный коэффициент концентрации напряжения (KT), тем меньше влияние собственных напряжений. При высоких рабочих напряжениях и больших значениях эффективного коэффициента концентрации напряжений на первых же циклах возникает пластическая деформация от сумм остаточных и рабочих напряжений (σост + σраб). Кроме того, значительная концентрация напряжений по своему влиянию превалирует над остаточными напряжениями. При небольшой концентрации напряжений и рабочих напряжений собственные напряжения сохраняют свой высокий уровень и увеличивают средние напряжения ( σm), тем самым, понижая прочность. Циклическая прочность сильно зависит от средних напряжений (σm), (Рис. 9.26).
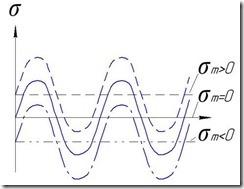
Рис. 9.26 Схема средних напряжений
При σm>0 - тормозится рост трещин, циклическая прочность значительно выше.
При σm<0 -наблюдается рост усталостных трещин, т.о. циклическая прочность меньше.
Если материал достаточно пластичен, то в условиях рабочих нагрузок внутренние напряжения уменьшаются. Чем выше нагрузка, тем меньше собственные напряжения.
4. Остаточные напряжения могут понижать и статическую прочность. Если металл при температуре эксплуатации не чувствителен к концентрации напряжений и не испытывает значительные статические деформации при сварке, то остаточные напряжения не влияют на статическую прочность. В противном случае даже сами собственные напряжения могут вызвать появление холодных трещин.
Сумма рабочих и остаточных напряжений достигает предела выносливости и происходит разрушение.
5. Сжимающие напряжения могут привести к образованию выпуклостей и т.д., т.е. к потере устойчивости (Рис. 9.27).
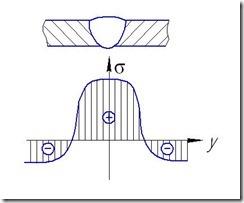
Рис. 9.27 Распределение сжимающих напряжений
6. Растягивающие напряжения, действующие в сварном шве, снижают коррозионную стойкость.
7. Остаточные напряжения являются носителями энергии упругой деформации. При одноосной нагрузке энергия в единице объема. Начавшееся по каким – либо причинам разрушение в дальнейшем поддерживается энергией остаточных напряжений. Энергия остаточных напряжений усиливает динамику разрушения, увеличивает скорость движения трещин и способствует переходу от вязкого разрушения к хрупкому.
Влияние деформаций после сварки:
1. Перемещения деталей создают деформации в зоне кристаллизации металла и могут приводить к образованию горячих трещин.
2. Во время сварки в ряде случаев возникают перемещения в зоне деформирования шва, что приводит к появлению дефектов, нарушающих режимы сварки.
3. Перемещения элементов при сварке (Рис. 9.28) затрудняют последующий процесс сборки сварных деталей между собой, а иногда делают ее невозможной без применения правки.
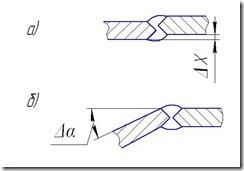
Рис. 9.28 Перемещения при сварке
а) Линейное смещение кромок шва, при котором поверхности двух свариваемых частей параллельны, но размещены не на требуемом уровне.
б) Угловое смещение кромок, при котором плоские поверхности двух свариваемых частей непараллелены (или не направлены под требуемым углом). Нарушение технологического процесса сборки заготовок.
4. Из-за возникновения при сварке перемещений приходится назначать завышенные припуски на механическую обработку.