Практическая работа № 35
«Замена оси или валика узлов крепления контрольной тяги»
Цель работы: приобрести навыки при замене оси или валика узлов крепления контрольной тяги.
Приборы и инструменты:
- сигнальный жилет (по числу членов бригады);
- носимые радиостанции или другие мобильные средства связи;
- перчатки для защиты от механических воздействий по ГОСТ 12.4.252- 2013 (по числу членов бригады);
- подготовленные к замене тяга, ось, втулка, валик согласно таблице 1 (с учетом типа стрелки и характера работы);
Таблица 1
| Наименование | Обозначение по 410204 - ТМП | Номер позиции На рис. 1 | Кол-во | Примечания |
| Контрольная тяга коротка | 16737-06-00 16 751-02-00 | для простых стрелок | ||
| для перекрестных стрелок | ||||
| Контрольная тяга длинная | 16737-07-00 16 751-03-00 | для простых стрелок | ||
| для перекрестных стрелок | ||||
| Втулка | 16737-00-02 | |||
| Валик (палец) | ЮКЛЯ 715342.001 или ЮКЛЯ 715332.012 | На рисунке не показан | С двумя отверстиями | |
| С корончатой гайкой | ||||
| Гайка корончатая | ЮКЛЯ 714314.005 | Заменяется при необходимости | ||
| Ось | 16737-00-01 | |||
| Рамный рельс | ||||
| Остряк | ||||
| Контрольная серьга | ||||
| Звено СП60 (звенка) |
- набор инструментов электромеханика для ремонта и обслуживания стрелочной гарнитуры по ТУ -32ЭЛТ 038-12 (черт. № 28016-00-00);
- ключ специальный для стрелочного электропривода по ТУ - 32ЭЛТ 038-12 (черт. № 28010-10-00);
- ключ гаечный рожковый с отрытыми зевами 17 х19 мм;
молоток слесарный 0,5 кг;
- заготовки из стальной оцинкованной проволоки (по ГОСТ 17305-91) диаметром 4 мм и 3 мм длиной (25÷30) см (один конец заострен);
- смазка ЦИАТИМ-201 по ГОСТ6267-74;
- керосин для технических целей или очиститель (преобразователь) ржавчины;
- материалы обтирочные (технический лоскут, ветошь).
Краткие теоретические сведения
В соединениях контрольных линеек с контрольными тягами, контрольных тяг с серьгами допускаются люфты не более 0,5 мм. Все шарнирные соединения, оси и пальцы стрелочной гарнитуры должны быть защищены от коррозии смазкой. Для смазывания следует применять морозо- и влагостойкую смазку ЦИАТИМ-201 (ГОСТ 6267-74) или другую смазку с аналогичными характеристиками. На óси узлов соединения контрольных тяг с серьгами устанавливаются закрутки из оцинкованной стальной проволоки диаметром 4 мм. На валиках крепления контрольных тяг с контрольными линейками устанавливаются закрутки диаметром не менее 3 мм.
Для электроприводов стрелочных типа СП должен соблюдаться зазор между зубом ножевого рычага автопереключателя и скосом выреза контрольной линейки прижатого остряка от 1 до 3 мм (проверяется по рискам на Т-образной планке и рискам нанесенных на контрольные 8 4 (листов) (лист) линейки).
Сделать запись в Журнале осмотра о предстоящей работе на стрелке с кратковременной потерей контроля и исключением ее перевода, а также о необходимости заблаговременно сообщать о приготовлении маршрутов по стрелке.
Прибыв на стрелку, выполнить следующие действия:
- запросить ДСП установить стрелку в положение, когда остряк, контролируемый заменяемой тягой, прижат.
Прибыв на стрелку, выполнить следующие действия:
- резьбовые соединения в узлах крепления контрольной тяги смазать керосином или очистителем (преобразователем) ржавчины.
Получив разрешение ДСП на начало работ, для замены контрольной тяги следует выполнить следующие действия:
- выключить курбельный контакт электропривода;
- в узле (см. рис. 1) крепления контрольной тяги (поз. 1) с серьгой (поз. 7), кусачками перекусить проволоку закрутки (поз. 9), выправить и вытянуть ее из отверстия в оси (поз. 4);
- специальным односторонним гаечным ключом на 36 мм с трубным усилителем ослабить корончатую гайку (поз. 3) на оси узла крепления контрольной тяги к серьге;
- скрутить корончатую гайку, оставив ее на конце резьбы оси;
- легкими ударами молотка выбить ось из отверстия, снять корончатую гайку, изъять ось;
- подготовленные к замене валик, ось и внутреннюю поверхность втулки смазать смазкой ЦИАТИМ-201;
- вставить в отверстие в тяге втулку (поз. 2), совместить отверстия тяги, серьги и «звенки» (поз. 8), придерживая рукой в перчатке; вставить в отверстие подготовленную ось, легкими ударами молотка посадить ось до упора;
- рукой в перчатке накрутить корончатую гайку на резьбу оси, затянуть специальным односторонним гаечным ключом на 36 мм с трубным усилителем до совмещения отверстия оси с прорезями корончатой гайки;
- в отверстие оси вставить заготовку из стальной оцинкованной проволоки диаметром 4 мм и с помощью ключа для крутки проволоки сделать закрутку не менее 3-4 витков, концы проволоки откусить кусачками;
- рукой в перчатке накрутить корончатую гайку на резьбу оси, затянуть специальным односторонним гаечным ключом на 36 мм с трубным усилителем до совмещения отверстия оси с прорезями корончатой гайки;
- в отверстие оси вставить заготовку из стальной оцинкованной проволоки диаметром 4 мм и с помощью ключа для крутки проволоки сделать закрутку не менее 3-4 витков, концы проволоки откусить кусачками;
- в узле крепления контрольной тяги с контрольной линейкой кусачками перекусить проволоку закрутки (закруток) на валике, выправить и вытянуть ее (их) из отверстия (отверстий) в валике, изъять валик из узла соединения;
- подготовленные к замене валик смазать смазкой ЦИАТИМ-201;
- совместить отверстия тяги и линейки, при необходимости произведя регулировку длины контрольной тяги;
- совместив отверстия тяги и линейки, вставить в отверстие подготовленный валик, в отверстие (отверстия) валика вставить заготовку из стальной оцинкованной проволоки диаметром 3 мм и с помощью ключа для крутки проволоки сделать закрутку (закрутки) не менее 3-4 витков, концы проволоки откусить кусачками.
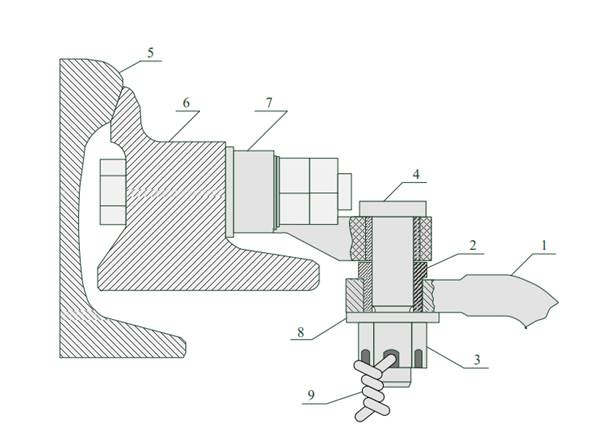
Рис.1 Узел крепления контрольной тяги с контрольной серьгой.
Регулировка длины контрольной тяги, если она регулируемая, производится с помощью регулировочной втулки с внутренней резьбой и контргайки. Изменение длины регулируемой тяги при полном обороте по резьбе регулировочной втулки составляет 1,5 мм. Величина регулировки контрольных тяг составляет ± 25 мм.
Если тяга не регулируемая, подгонку длины следует осуществлять, устанавливая (или вынимая) между контрольной сережкой и остряком регулировочные прокладки (со стороны сережки). Допускается регулировка длин нерегулируемых контрольных тяг путем изгиба их в горизонтальной плоскости (при втянутом в электропривод положении контрольных линеек).
Закончив замену контрольной тяги, проверить регулировку контрольной тяги по риске, нанесенной на контрольную линейку, относительно Т-образной планки.
При необходимости произвести дополнительную регулировку. При правильной регулировке риска должна располагаться между выступами, контролирующими наличие зазора между зубом ножевого рычага автопереключателя и острым вырезом контрольной линейки величиной от 1 до 3 мм.
По окончании работ включить курбельный контакт и выполнить проверку работы стрелки в соответствии с требованиями Инструкции ЦШ-530-11.
При замене оси узла крепления контрольной тяги к серьге или валика узла крепления контрольной тяги с контрольной линейкой электропривода выполняются действия, рассмотренные при выше. По окончанию работ сделать запись в Журнале осмотра об окончании работ и проведенных проверках. О выполненной работе сделать запись в журнале формы ШУ-2
Порядок выполнения
1. Ознакомиться с технологической картой. При отсутствии литературы воспользуйтесь приведенными в методичке теоретическими сведениями.
2. Опишите меры безопасности при проведении данного вида работы.
3. Составить алгоритм замены оси или валика узлов крепления контрольной тяги в соответствии с ТНК.
Содержание отчета
1) название работы;
2) цель работы;
3) опишите меры безопасности при проведении данного вида работы;
4) запись в журнале ДУ-46 перед началом и после окончания работы,
5) алгоритмы действия электромеханика в соответствии с ТНК;
6) запись в журнале ШУ-2.
Контрольные вопросы
1. Перечислите основные условия производства данной работы.
2. Перечислите основные требования охраны труда при производстве данной работы.
3. Каким образом производят регулировку дины контрольной тяги.
4. Какова величина регулировки контрольных тяг.
5. Каким образом проверить правильность зазора между скосом контрольной линейки и зубом ножевого рычага автопереключателя.
6. Каково численное значение зазора между скосом контрольной линейки и зубом ножевого рычага автопереключателя.
Литература
1. Копай И. Г. Обслуживание, монтаж и наладка устройств и систем СЦБ и ЖАТ: учеб. пособие. — М.: ФГБУ ДПО «Учебно-методический центр по образованию на железнодорожном транспорте», 2018. — 140 с. Режим доступа: https://umczdt.ru/books/41/18712/ - ЭБ «УМЦ ЖДТ»
2. Инструкция по техническому обслуживанию и ремонту устройств и систем сигнализации, централизации и блокировки. Утверждена распоряжением ОАО «РЖД» от 30.12.2015 № 3168р в редакции Распоряжения ОАО 'РЖД' от 01.09.2016 № 1795р
3. ПОТ РЖД-4100612-ЦШ-074-2015, утвержденные распоряжением ОАО «РЖД» N 2765р от 26 ноября 2015 г.