Конвейерные печи
Их применяют для ТО как мелких так и крупных изделий из сталей и цветных сплавов в массовом производстве.
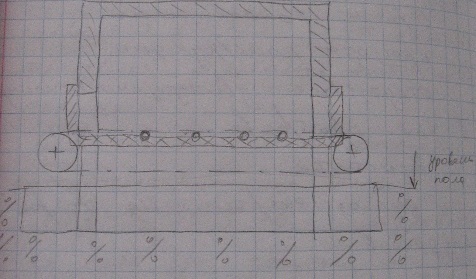
Элементы конвейера:
-несущий элемент - это стальная лента, металлическая сетка или набор штампованных или литых пластин.
-тяговый элемент – это цепи (литые.сварные, кованые или пластинчатые). Тяговый элемент скреплён с несущим. Вид крепления зависит от конструкции конвейера:
-опорные элементы это ролики или катки, на которые опирается конвейерная лента.
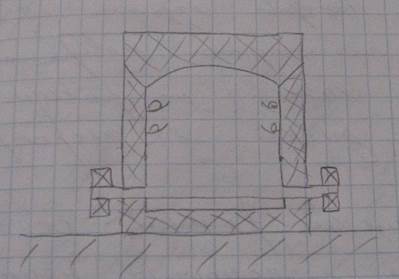
-натяжное устройство обеспечивает натяжение тяговых элементов. Может быть механическим или грузовым. В механических натяжение осуществляется с помощью винтов, которые необходимо периодически подтягивать. В грузовых натяжение осуществляется с помощью рычагов и подвешенных грузов.
-приводные устройства чаще всего включает электродвигатель, клино-ременную передачу, вариатор скорости, редуктор, цепную передачу и приводной барабан. Барабан может размещаться как в рабочем пространстве печи так и вне его. В первом случае уменьшаются потери тепла, во втором случае при температурах больше 600ºС барабан следует изготавливать из жаропрочной стали. Приводной барабан размещается у разгрузочного окна, а ведомый связанный с натяжным устройством - у окна разгрузки.
-поддерживающие конструкции - силовые элементы на которых крепятся узлы конвейера. В термических цехах они составляют единое целое с корпусом установки. Пламенные конвейерные печи выпускаются серии ТКО и ТКЗ с раб. температурами 650, 950 и 11500С. Электрические конвейерные печи бывают отпускными, нормализационными и для нагрева под закалку.
При работе с защитной атмосферой на разгрузочной стороне предусматривается форкамера со шторками из асбестового волокна, которые касаются нижними кромками конвейерной ленты. Разгрузочный лоток в закалочных печах выводится непосредственно в закалочный бак. Нормализационные печи комплектуются холодильником, камерой с такой же атмосферой, как и в раб. пространстве.
|
|
Печи должны иметь не менее 2х температурных зон.
Достоинство: хорошая встраиваемость в линии ТО.
Недостаток: ограничение длины конвейерной ленты, сложность механизма перемещения деталей, расход тепла на нагрев движущихся элементов конвейера.
Рольганговые печи (роликоконвейерные).
Изделия в раб пространстве перемещаются по роликам. Ролики монтируются над кладкой пода. Их оси проходят через отверстия в боковых станках печи и опираются на подшипники. При температурах до 9500С ролики изготавливают из жаропрочных труб без водяного охлаждения, при большей темп-ре в них подаётся вода.
При нагреве изделий с большой площадью поверхности (например листов) на ролики надевают диски из жаропрочной стали. Вращение роликов от электродвигателя с помощью конических шестерен или втулко-дисковых цепей.
Преимущества: отсутствие ограничений на длину раб. пространства.
Наибольшее применение рольганговые печи получили для ТО длинномерных изделий из углеродистых и легированных сталей: рельсы, трубы, валы, листы.
Пламенные рольганговые печи выпускаются серии ТРО и ТРЗ. При работе с защитной атмосферой окна загрузки и выгрузки оборудуются пламенными завесами или форкамерой, также уплотняются отверстия входа роликов.
|
|
Электрические рольганговые печи выпускаются 4х типов:
-для низкотемпературного отпуска (СРО 12.160.10/3)
-для отжига изделий из цветных сплавов (СРО 10.80.1/8)
-для нормализации и закалки стальных изделий (СРЗ 6.70.2/9)
-для термообработки высоколегированных сталей (СРЗ 8.100.2/12)
Недостаток этих печей – сложность герметизации при работе.
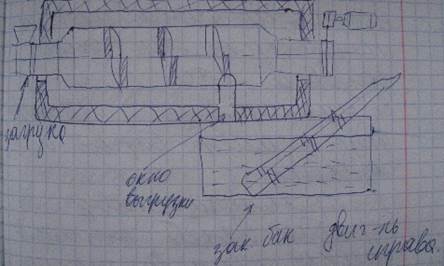
Печи с пульсирующим подом
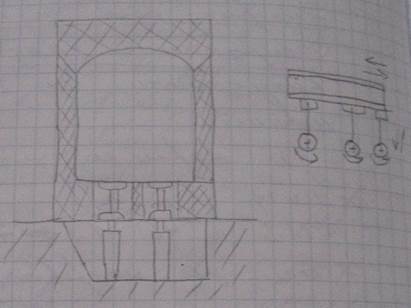
Их применяют для ТО мелких стальных деталей (болты, гайки, кольца подшипников). Транспортирующим устройством служит подовая плита, совершающая возвратно-поступательное движение.
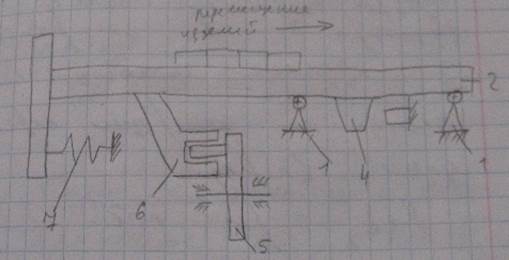
Подовая плита 2 представляет собой корыто или муфель, устанавливающийся на опорных роликах 1. Движение плиты влево производится с помощью эксцентрикового кулачка 5, который действует на плиту через пластину 6. При этом пружина 7 растягивается вправо в печь.Плита с изделиями перемещается с ускорением при сжатии пружины 7. В момент резкой остановки при ударе упоры 4 в амортизатор 3, изделие лежащее на плите по инерции перемещается вперёд.
Раб. темпер-ры печей с пульсирующим подом не превышают 9000С. Преимущества: отсутствует нагрев тары.
Недостатки: неравномерная скорость перемещения изделий.
Электрические печи с пульсирующим подом выпускаются 2х наименований:
-для нормализации и отжига (СНЗ 6.40.1/7)
-для нагрева под закалку (СНЗ 2.10.05/9).
Печи с шагающим подом
Применяются для отжига, изотермического отжига, нормализации и нагрева под закалку изделий значительной длины (листов, слитков, профилей), а также используются для спекания керамических изделий.
Изделия движутся по замкнутому контуру продольных печей пода. Балки перемещаются с помощью эксцентриковых и рычажных механизмов. Иногда под таких печей состоит только из шагающих балок, в этом случае они разделяются на 2 группы, работающие попеременно. Верхнюю часть балок, работающую в зоне высоких темп-р изготавливают (футеруют) огнеупорными материалами.
|
|
Карусельные печи
Раб. пространство таких печей имеет цилиндрическую форму. Поэтому такие печи наиболее компактны. Перемещение изделий осуществляется вращающимся подом или сводом. Карусельные печи имеют наружный диаметр от 1 до 20м. Печи небольшого диаметра имеют дисковый или тарельчатый под. В больших печах под изготавливается кольцевым.
Вращение пода производится периодически или непрерывно с такой скоростью, чтобы время 1ого оборота соответствовало циклу нагрева при ТО. Загрузка и выгрузка производится через окна в боковых стенках печи. В печах небольшого диаметра имеется 1 окно. Движение пода осуществляется при помощи роликов или колёс.
В термических цехах используются пламенные и электрические карусельные печи.
Электрические выпускаются 2х групп:
1)для нагрева заготовок из цветных сплавов САО 21.11.3/5,
2)для ТО стальных изделий САЗ 53.21.7/11.
При работе с защитными атмосферами зазоры между подом и стенками печи герметизируют песочными затворами.
Преимущества: отсутствие движущихся механизмов в зоне высоких температур, компактность и возможность ТО изделий сложной конфигурации без поддонов.
Недостатки: трудность механизации загрузки и выгрузки и невозможность использования в агрегатах ТО (т.к. окна расположены рядом или оно одно).
Барабанные печи
Их применяют в условиях массового производства для термообработки мелких деталей простой формы, например крепежа.
Барабан представляет собой горизонтальный цилиндрический муфель из жаропрочной стали. На внутренней поверхности спиральные витки, с помощью которых переносятся изделия. В муфель может подаваться защитный газ. Барабан хорошо герметизируется, поэтому печи активно используются и для газовой ХТО. Пример маркировки: СБЗ-4.40/9 (указ диаметр барабана и длина).
Преимущества: высокое качество нагрева из-за непрерывного перемешиванияния деталей. Отсутствуют потери тепла на нагрев механизмов по сравнению с конвейерными печами. Печи легко встраиваются в автоматизированные линии.
Недостатки: низкая стойкость барабана (высокая температура и постоянные удары).