К основным узлам станка относятся:
- электропривод главного движения и шпиндельный узел;
- электроприводы движения подачи;
- несущая система (корпусные детали и направляющие);
- система ЧПУ;
- вспомогательные системы.
Схематично привод главного движения станка может быть организован следующим образом [1, 2]:
1) электродвигатель (с постоянной частотой вращения) → коробка скоростей → шпиндель;
2) электродвигатель (с переменной частотой вращения) → редуктор (часто в виде ременной передачи) → шпиндель;
3) мотор-шпиндель (с переменной частотой вращения).
Схему 1 условно можно отнести к старой, схемы 2, 3 – к современным. На станках с ручным управлением и первых станках с ЧПУ применялись механизмы привода главного движения, когда электродвигатель имел постоянную частоту вращения, а далее за счёт коробки скоростей шпиндель получал набор частот вращения.
Частота вращения при этом регулируется ступенчато, что является существенным недостатком. Схемы 2 и 3 позволяют получать бесступенчатое регулирование частоты вращения шпинделя. Третья схема применяется на точных станках с более высокими значениями частот вращения и является более дорогостоящей.
Схематично привод движения подачи станка можно организовать следующим образом [1, 2]:
1) электродвигатель (с постоянной частотой вращения) → коробка подач → реечная передача, или передача винт-гайка скольжения, или шариковая винтовая передача → рабочий орган;
2) шаговый электродвигатель (с переменной частотой вращения) → усилитель крутящего момента → редуктор (в некоторых случаях) → шариковая винтовая передача (ШВП) → рабочий орган;
3) электродвигатель (с переменной частотой вращения) → редуктор (в некоторых случаях мультипликатор) или компенсирующая муфта → шариковая винтовая передача → рабочий орган;
4) линейный электродвигатель → рабочий орган.
Реечная передача, передача винт-гайка скольжения, шариковая винтовая передача (она же передача винт-гайка качения) используются для преобразования вращательного движения в прямолинейно-поступательное.
Схемы 1, 2 привода подачи условно относятся к старым, а схемы 3, 4 – к современным. На станках с ручным управлением и первых станках с ЧПУ применялись механизмы подачи, в которых электродвигатель с постоянной частотой вращения передавал вращение на РО через коробку подач. Это, как и с частотой вращения шпинделя, обеспечивало ступенчато изменяющуюся подачу РО.
Позднее за счёт применения шаговых двигателей удалось перейти к бесступенчатому регулированию. Однако применение шагового двигателя ограничено его низким крутящим моментом.
На современных станках с ЧПУ электропривод движения подачи реализуют по схемам 3 и 4. В третьей схеме электродвигатель, имеющий переменную частоту вращения, через редуктор и ШВП соединяется с РО станка. В качестве редуктора часто применяется ременная передача. В четвёртой схеме используют линейный двигатель, ротор которого перемещается прямолинейно-поступательно, поэтому применение ШВП уже не требуется. Одно из преимуществ схем 3 и 4 – это бесступенчатое регулирование скорости подачи рабочего органа. Схема 4 является более точной, дорогостоящей, менее ремонтопригодной и встречается реже.
Важными характеристиками электродвигателя приводов главного движения и движения подачи являются крутящий момент и мощность, которые нелинейно зависят от частоты вращения.
Схема 3 с датчиком обратной связи (ДОС) по положению приведена на рисунке 1. Муфта, установленная между электродвигателем и винтом ШВП компенсирует несоосность, осевое расширение и обладает крутильной жесткостью.
Кроме электродвигателя и механической системы в электропривод входят система управления и силовой преобразователь.

Рис. 1. Схема механизма привода подачи с ДОС
Система ЧПУ включает в себя УЧПУ, которое выдаёт управляющие воздействия на основании УП, а также технические средства, необходимые для этого воздействия.
К несущей системе относятся станина, корпусные детали, линейные направляющие. Корпусные детали, кроме чугунных и железобетонных, часто изготовляют из полимербетона [3] методом минерального литья. Корпусные детали особоточных станков могут быть изготовлены из натурального гранита.
Линейная направляющая (ЛН) необходима для прямолинейно-поступательного перемещения рабочего органа станка. ЛН качения состоит из рельса, каретки и тел качения (шариков или роликов). Длина рельса зависит от необходимого хода оси станка и может достигать 4 м. При необходимости увеличить длину направляющая будет состоять из нескольких рельсов, установленных встык. За счет выбора диаметра шариков (роликов) в ЛН может быть создан предварительный натяг (преднатяг), наличие которого повышает жёсткость системы, при этом увеличивается трение. Для повышения точности станков натяг увеличивают до определенного предела. ЛН представлена на рисунке 2.

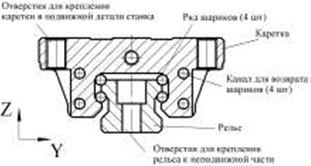
А Б
Рис. 2. Линейная направляющая: а – общий вид; б – поперечное сечение
ЛН обеспечивает высокую жесткость при действии сил FY, FZ и моментов MX, MY, MZ. В современных станках с ЧПУ практически не применяют ЛН скольжения.
На станки устанавливаются следующие вспомогательные системы: система централизованной смазки (подшипников, ШВП, ЛН), система смены инструмента, система подачи смазочно-охлаждающих технологических средств (СОТС), система уборки стружки, пневмосистема и другие.
Литература
1. Проектирование металлорежущих станков и станочных систем [Текст]: справочник-учебник. В 3 т. Т. I. / под ред. А. С. Пронникова. Москва: Издательство МГТУ им. Н. Э. Баумана: Машиностроение, 2018. 444 с.
2. Проектирование металлорежущих станков и станочных систем [Текст]: справочник-учебник. В 3 т. Т. 2 ч. I. / под ред. А. С. Пронникова. Москва: Издательство МГТУ им. Н. Э. Баумана: Машиностроение, 2017. 371 с.
3. Конструкционные материалы [Текст]: справочник / под ред. Б. Н. Арзамасова. Москва: Машиностроение, 2020. 688 с.