Рис. 1. Примерная схема технологического процесса изготовления дверного блока с рамочными дверями
Гнезда в вертикальных брусках выбирают на цепнодолбежном станке. Для зарезки шипов используют шипорезный станок. Отборку профилей, выборку потемков и другие аналогичные операции выполняют на фрезерном станке.
Предварительная сборка изделий с подгонкой деталей производится на рабочем месте, а окончательная — в сборочном станке. По периметру двери обрабатывают на форматном станке.
При отсутствии указанных выше станков детали дверей обрабатывают на комбинированных станках электрофицированными или ручными инструментами.
Рассмотрим порядок обработки вертикального бруска рамочной (филенчатой) двери, имеющего в чистоте размер 44х94х2000 мм. Припуск на фрезерование и фугование с двух сторон для заготовок из древесины хвойных пород должен быть 5,5 мм, а на торцевание с двух сторон по длине деталей — 40 мм. Таким образом, размеры бруска в заготовке составляют (44+6) и (94+6) и (2000+40) или 50х100х2040 мм. Исходя из этих размеров, берут доску толщиной 50 мм и размечают длину и ширину бруска, после чего его выпиливают электропилой или лучковой пилой.
После выпиловки брусок обрабатывают с четырех сторон электрорубанком или рубанком и фуганком. При строгании необходимо следить за тем, чтобы брусок был прямоугольной формы и не имел кривизны и перекосов. На простроганном бруске угольником, рейсмусом размечают гнезда под шипы, для чего брусок кромкой кверху кладут на стол и с помощью угольника карандашом наносят на кромке линии.
Бруски размечают по схеме, приведенной на рис.2. Отступив от торца бруска на 20 мм, карандашом наносят линию l; отмерив 32 мм, наносят линию 2; на расстоянии 140 см от второй линии — линию 3. После этого, отмерив необходимые расстояния, наносят линии 4, 5, 6, 7 и 8. Затем на торцах бруска на расстоянии 12 мм от каждого ребра наносят линии 12, 13.
|
|
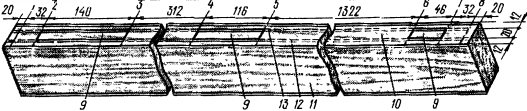
Рис. 2. Схема разметки вертикального бруска рамочной (филенчатой) двери:
1...8 — поперечные линии, наносимые на кромки, 9 — гнезда на кромке, 10 — кромка бруска, 11 — пласть бруска, 12, 13 — продольные линии
Пересечения поперечных и продольных линий образуют гнезда 9 на кромке. Выбирают гнезда долотом, следя за тем, чтобы долото не выходило за пределы разметки. Эту операцию можно производить электродолбежником, зачищая затем поверхности гнезд стамеской. Необходимо следить за точностью выборки гнезд. Если гнездо получится большего размера, шип будет сидеть неплотно, при меньшем размере гнезда шип не войдет в него.
Затем в бруске шпунтубелем выбирают паз, а рубанком (калевкой) — профиль. После изготовления всех брусков и филенки дверь предварительно собирают.
После предварительной сборки и подгонки дверь разбирают, смазывают шипы и проушины клеем, а затем вновь собирают и обжимают в сборочном станке. Дополнительно в углах на клею ставят нагели.
Бруски коробки также собирают на клею и крепят в углах нагелями. Правильность сборки коробок проверяют с угла на угол линейкой и угольником.
Собранные дверные полотна должны иметь по периметру припуск на обработку фуганком, электрорубанком 2...3 мм на сторону.
Правила техники безопасности при работе на круглопильном станке.
Круглопильные станки являются объектом повышенной опасности, так как частота вращения пильных дисков составляет 3000 об/мин. Станочник должен хорошо знать конструкцию станка, безопасные приемы работы и требования безопасности.
|
|
Перед началом работы на круглопильных станках нужно убедиться в том, что пильный диск не имеет трещин и нет обломанных зубьев. Диск должен быть хорошо закреплён на валу зажимными шайбами и огражден. Вокруг станка не должно быть влаги. При продольном раскрое доску нужно подавать равномерно, без толчков и рывков и периодически проверять правильность размеров заготовок. При поперечном раскрое досок, если наблюдается косина реза по толщине доски - нарушена перпендикулярность оси пильного вала к поверхности стола. Рваные торцы на заготовках получаются в основном при биении пильного вала.
На торцовочных станках зона движения рамы или суппорта с пильным диском обязательно ограничивается упорами. Отрезки короче 500 мм торцуют в шаблонах. Пильный диск должен быть оборудован автоматически действующим ограждением так, чтобы зубья пилы открывались на толщину распиливаемого материала. При работе на станке рабочий должен находиться на расстоянии не менее 300 мм от пильного диска. Пильный диск не должен выходить за край стола, у которого стоит рабочий. На прирезных станках сзади пильного диска на расстоянии около 10 мм должен быть установлен расклинивающий нож, который на 0,5 мм толще пилы с разводом. Впереди пильного диска должна быть когтевая завеса, препятствующая выбросу материала.
Категорически запрещается при работе на прирезном станке с ручной подачей при окончании пропила продвигать заготовку рукой. Необходимо пользоваться специальным толкателем или проталкивать распиливаемую заготовку следующей заготовкой.
|
|
Категорически запрещается во время работы станка: останавливать пилу рукой или куском древесины; поднимать или снимать ограждение; чистить станок или щель-прорезь, в которую проходит пила.
Правила техники безопасности при работе на фрезерном станке.
Перед началом работы на фрезерном станке необходимо так же, как и на циркулярном убедиться в целости фрезы или пильного диска, убедиться в её или его креплении. Ножевой вал на фрезерных станках должен иметь ограждение открывающееся и снимающееся только перед началом работы и по окончанию её. Короткие и тонкие заготовки должны обрабатываться с помощью прижимов. При работе подавать заготовки нужно равномерно без толчков и рывков.
Перед началом работы необходимо:
а. проверить наличие на фрезерном станке упоров (пружин, гребенок, роликов) для защиты рабочего от выбрасывания заготовки.
б. чтобы нерабочая часть ножевой головки или фрезы была ограждена постоянным неподвижным кожухом, являющимся стружкоприемником. а рабочая часть фрезы (ножевой головки) должна быть закрыта подвижным кожухом. открывающим фрезу на величину, необходимую для обработки материала.
в. проверить надежность стопора шпиндельного суппорта, а отверстие в столе для шпинделя не должно превышать диаметра шпинделя более чем на 30 мм.
Во время работы необходимо:
а. начинать обработку заготовок на фрезерном станке после того, как шпиндель разовьет необходимую частоту вращения.
б. мелкие детали обрабатывать только в специальных цулагах. в. необходимо следить 'за надежным креплением направляющей линейки. г. при фрезеровании деталей сечением меньше 40х40 мм и длиной менее 400 мм применяют направляющие колодки, соответствующие размерам и форме обрабатываемой детали. д, при фрезеровании с середины необходимо следить, чтобы направляющее приспособление было снабжено упором, противодействующим выбрасыванию материала или обрабатываемой детали. е. верхние и боковые прижимы должны плотно прижимать деталь к столу и направляющей линейке.
Воспрещается:
1. Производить криволинейное фрезерование детали против слоя древесины.
2. Обрабатывать детали по направлению вращения фрезы.