МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
ФГБОУ ВО «Башкирский государственный аграрный университет»
Факультет: Механический
Кафедра: Технология металлов и ремонта машин
Направление: Теплоэнергетика и теплотехника
Форма обучения: очная
Курс, группа: 2 курс, 1
Вариант: 62
НАБИЕВА АДЕЛЬ АСХАТОВНА
РАСЧЕТНО – ГРАФИЧЕСКАЯ РАБОТА
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ
«К защите допускаю»
Руководитель:
к.т.н., ст. преподаватель Исламов Л.Ф.
_____________________
(подпись)
«____» _____________ 2019г.
Оценка при защите:
____________________________
____________________________
(подпись)
«____»_________________ 2019г.
УФА-2019
ОГЛАВЛЕНИЕ
1 ФОРМА ПОДГОТОВКИ (РАЗДЕЛКА) КРОМОК 4
2 ТИП ЭЛЕКТРОДА 4
3 МАРКА ЭЛЕКТРОДА 4
4 ДИАМЕТР ЭЛЕКТРОДА 5
5 СВАРОЧНЫЙ ТОК 5
6 ДЛИНА ДУГИ 5
7 НАПРЯЖЕНИЕ ДУГИ 5
8 МАССА НАПЛАВЛЕННОГО МЕТАЛЛА 6
9 СКОРОСТЬ СВАРКИ 7
10 ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ 7
11 ШТУЧНОЕ ВРЕМЯ СВАРКИ 8
12 РАСХОД ЭЛЕКТРОДОВ 8
13 РАСХОД ЭЛЕКТРОЭНЕРГИИ 8
14 ВИД ТОКА 9
15 ИСТОЧНИК СВАРОЧНОГО ТОКА 9
БИБЛИОГРАФИЧЕСКИЙ СПИСОК 11
ФОРМА ПОДГОТОВКИ (РАЗДЕЛКА) КРОМОК
Форма подготовки (разделка) кромок свариваемых изделий определяется по ГОСТ 5264-80 в зависимости от толщины свариваемых изделий и типа сварного соединения. При толщине свариваемых изделий 5 мм разделку кромок производят.

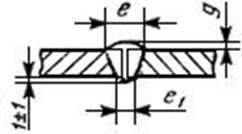
а) б)
Рисунок 1 Сварное соединение до (а) и после сварки (б)
ТИП ЭЛЕКТРОДА
Тип электрода выбирается в зависимости от прочности основного металла свариваемого изделия с целью обеспечения равной прочности основного металла и металла шва.
Выбираем тип электрода Э42 (sв= 420 МПа).
МАРКА ЭЛЕКТРОДА
Марка электрода выбирается по справочным данным [2], в соответствии с выбранным типом электрода, в зависимости от используемого источника тока, положения шва в пространстве и других требований.
Выбираем марку ЦМ-7 (ток переменный и постоянный, все положения шва, коэффициент наплавки 10,6 г/A·ч).
ДИАМЕТР ЭЛЕКТРОДА
Диаметр электрода (стержня) в мм, выбирается в зависимости от толщины S свариваемых изделий по формуле [1]:
dэ = S/2 + 1 (1)
dэ =5/2+1=3,5 мм.
Принимаем диаметр электрода 4 мм.
СВАРОЧНЫЙ ТОК
Величину сварочного тока в А, рассчитывают по формуле [1]:
| Jсв = К × dэ, (2) |
где К – коэффициент плотности тока, А/мм – зависящий от материала стержней электродов (для металлических электродов 40…50, угольных 5…8, графитовых 18…20).
Jсв= 45·4= 180 А
ДЛИНА ДУГИ
Длина дуги в мм, зависит от диаметра электрода и определяется по формуле:
| lд = 0,5 (dэ + 2) (3) lд = 0,5 (4 + 2) = 3 мм. |
НАПРЯЖЕНИЕ ДУГИ
Напряжение дуги в В, можно рассчитывать по формуле:
| Uд = Uак + Uд· lд, (4) |
где Uак= 10…12 В – постоянный коэффициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий от длины дуги;
Uд =2,5 – среднее падение напряжения на единицу длины дуги, В/мм;
lд – длина дуги, мм.
Uд = 11 + 2,5·3= 18,5 В.
МАССА НАПЛАВЛЕННОГО МЕТАЛЛА
Масса наплавленного металла в граммах, определяется по формуле [2]:
| Qн = Fш × Lш × r, (5) |
где Fш – площадь поперечного сечения шва, мм2;
Lш – длина шва, мм;
r - плотность наплавленного металла, г/мм3 (для стали r = 7,8 × 10-3 г/мм3)


а) б)
Рисунок 2.2 Сварное соединение до (а) и после сварки (б)
За расчетное сечение принимают ту часть сварного шва, которая заполняется за счет электродного металла.

Рисунок 2.3 Расчет площади сварного шва




Qн = 26,7·4000·0,0078 = 833,04 г = 0,83 кг.
СКОРОСТЬ СВАРКИ
Скорость сварки в м/ч определяется по формуле:
| Vсв = Jсв × Кн / Fш × r, | (7) |
где Кн – коэффициент наплавки выбранного электрода, г/(А×ч);
Fш × r = Q – масса наплавленного металла на 1 м длины, г/м.
Vсв = 180х 10,6 /(26,7 х 0,0078) = 9162 мм/ч = 9,16 м/ч