Тема: Неразъемные соединения деталей
К неразъемным относятся соединения, не допускающие относительного перемещения деталей машин. Это сварные, заклепочные и клеевые соединения; неподвижные соединения, полученные армированием пластмассовых деталей. Сюда можно отнести и неподвижные соединения деталей по посадкам с натягом.
Сварные соединения - это неразъемные соединения, основанные на использовании сил молекулярного сцепления и получаемые путем местного нагрева изделий. Сварка (электродуговая, электрошлаковая) осуществляется нагревом до расплавленного или тестообразного состояния, но с применением механического усилия (контактная сварка).
Сварные соединения являются наиболее совершенными неразъемными соединениями. Сваркой можно изготавливать детали неограниченных размеров. Прочность сварных соединений доведена при статических и ударных нагрузках до прочности целого металла. В настоящее время освоена сварка всех конструкционных металлов, включая высоколегированные, а также цветных сплавов и пластмасс.
Качество сварки зависит от чистоты подготовки и формы свариваемых поверхностей, квалификации сварщика и условий производства работ. Прочность сварных швов зависит от взаимного проникновения расплавленного металла и металла свариваемых деталей. Если глубина шва менее 1,5 мм, то возможен непровар, а если она больше 3 мм, то может быть пережог металла свариваемых деталей. Оба дефекта приведут к снижению прочности шва.
Что называется неразъемными соединениями?
По взаимному расположению соединяемых элементов сварные соединения можно разделить на следующие группы:
соединения встык (соединяемые элементы сваривают по торцам, рис. 9);
соединения внахлестку (поверхности соединяемых элементов частично перекрывают друг друга);
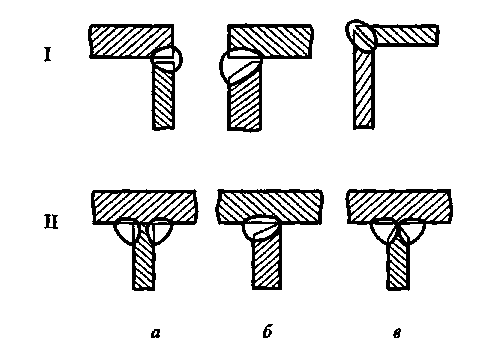
соединения тавровые (соединяемые элементы перпендикулярны один к другому, при этом один элемент приваривается торцом к боковой поверхности другого);
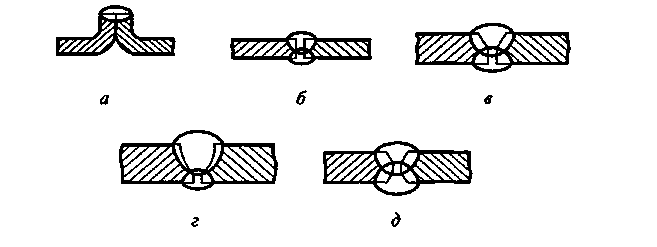
Рис. 9
соединения угловые (соединяемые элементы расположены под углом друг к другу, привариваются по кромкам).
Сварные стальные конструкции легче чугунных литых иногда до 50%, а стальных литых - до 30%. Кроме того, стоимость сварных конструкций из проката почти в два раза меньше, чем стоимость стального литья или поковок.
Недостатком сварки является нестабильность качества шва, зависящая от квалификации сварщика. Этот недостаток устраняется путем применения автоматической сварки.
При проектировании сварных соединений необходимо выполнять условие равнопрочности шва и соединяемых элементов.
Шов встык имеет несколько разновидностей, зависящих от толщины соединяемых элементов (табл.1). Для элементов малой толщины применяют сварку с отбортовкой (см. рис. 3.9, а); для элементов средней толщины - сварку без скоса кромок (см. рис. 3.9, б) и со скосами кромок (см. рис. 3.9, в); для элементов большой толщины - сварку с криволинейными скосами (см. рис. 3.9, г) и с четырьмя скосами (см. рис. 3.9, д).
Таблица 1
Толщина элементов 5, мм, при соединении встык дуговой сваркой
| Вид сварки | Форма шва по рис. 9 | ||||
| а | б | в | г | д | |
| Ручная | 1...3 | 3...8 | 3...26 | 20...60 | 12...60 |
| Автоматическая под флюсом | 1,5...3,0 | 2...20 | 14...24 | 24... 160 | 20...60 |
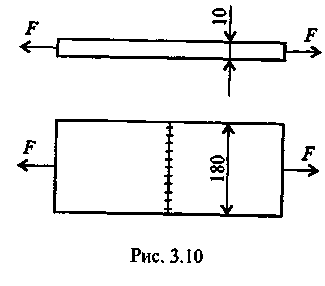 Все виды швов встык при высоте наплавляемого металла h могут выполняться нормальными (h = δ), усиленными (h = 1,2δ) или облегчен-ными (δ > h ). Стыковые швы рассчитывают на прочность по номинальному сечению соединяемых элементов (без учета утолщения швов). Напряжение растяжения (сжатия) а
Все виды швов встык при высоте наплавляемого металла h могут выполняться нормальными (h = δ), усиленными (h = 1,2δ) или облегчен-ными (δ > h ). Стыковые швы рассчитывают на прочность по номинальному сечению соединяемых элементов (без учета утолщения швов). Напряжение растяжения (сжатия) а
Рис. 10 определяется по формуле
 (7)
(7)
где l - расчетная длина шва в мм, равная длине шва за вычетом 10 мм на непровар.
Допускаемые напряжения  в сварных швах выбираются по табл. 3.3. Допускаемая растягивающая (или сжимающая) сила
в сварных швах выбираются по табл. 3.3. Допускаемая растягивающая (или сжимающая) сила
 (8)
(8)
Если в плоскости соединяемых элементов действуют изгибающий момент М и растягивающая (сжимающая) сила, то напряжение определяют по формуле
 (9)
(9)
где Wc - момент сопротивления расчетного сечения шва.
Соединения внахлестку, как правило, выполняются угловыми, или валиковыми, швами (рис. 11). По расположению к нагрузке угловые швы разделяют на: лобовые, расположенные перпендикулярно направлению силы;фланговые, расположенные параллельно к направлению силы косые, расположенные под углом к направлению силы, и комбинированные. Длину угловых швов выбирают не менее 30 мм из-за неизбежных дефектов по концам швов. Лобовые швы накладывают с двух сторон, величина перекрытия должна быть не менее 45. Максимальную длину лобовых и косых швов не ограничивают. Длину фланговых швов рекомендуют выбирать не более (50...60) k, где k - катет треугольника поперечного сечения шва. Размер k, как правило, равен толщине листов δ. Расчет всех угловых швов производится по единым формулам
 (10)
(10)
Таблица 2.
Допускаемые напряжения в сварных швах при статической нагрузке
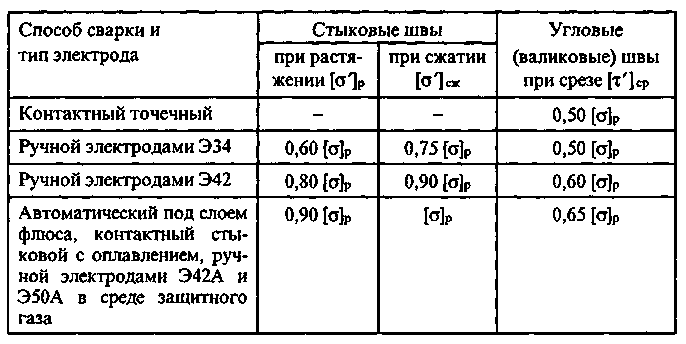
Примечание. [σ]р - допускаемое напряжение для основного металла конструкции при растяжении; [σ ‘]p, [τ’ ]ср - допускаемые напряжения соответственно при растяжении для стыкового шва и срезе для углового шва.
Объясните методику расчета неразъемных соединений.