МДК0201 Теплотехническое оборудование. Занятие №10.
Конструктивно печь делят на отапливаемую (варочную) и неотапливаемую (студочную и выработочную) части. В производстве листового оконного, прокатного и полированного стекла используют регенеративные печи с поперечным направлением пламени и пятью — семью парами горелок. Небольшие печи в производстве строительного и технического стекол часто строят по принципу печей прямого нагрева, а также с подковообразным направлением пламени. В отапливаемой части происходят провар шихты, осветление, гомогенизация и начальное охлаждение стекломассы, в неотапливаемой (студочной) части завершается охлаждение стекломассы. К студочной части примыкают устройства для выработки изделий.
Обычно участок с самой высокой температурой стекломассы расположен примерно на середине варочной части печи, и отсюда стекломасса движется по направлению к местам, где самая низкая температура: к зоне загрузки холодной шихты, к выработочным устройствам и к стенам печи, охлаждаемым снаружи воздухом для уменьшения износа огнеупоров. Таким образом, в печах создаются продольные потоки с двумя ветвями (циклами), направленными к загрузочному и выработочному концам печи, и поперечные потоки, направленные к стенам бассейна. Плоскость, проходящая через холмик поперек бассейна печи, перпендикулярно дну, и является местом раздела потоков, называемым квельпунктом (источником потоков). Достигнув конечных участков, расплав опускается в глубь бассейна и движется в обратном направлении, создавая непрерывную циркуляцию.
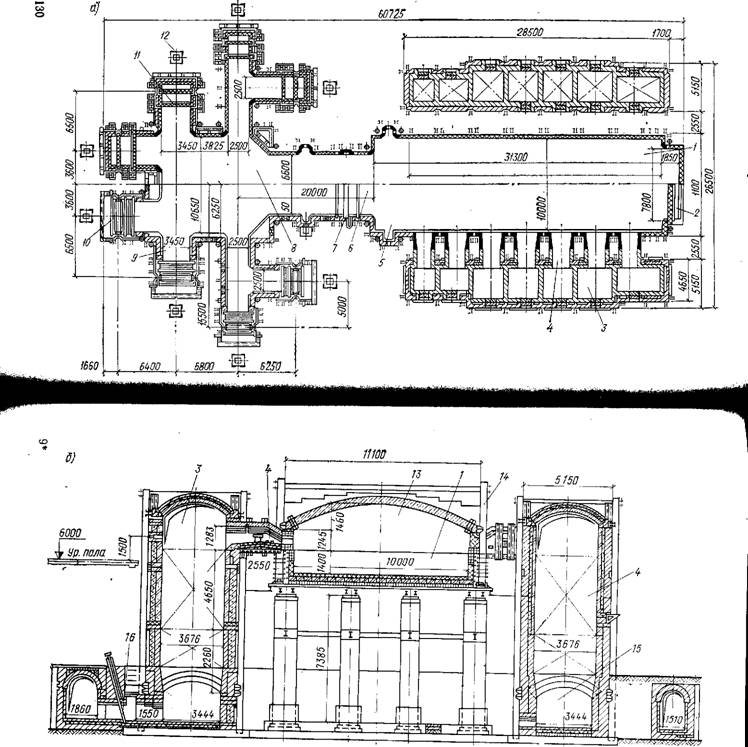 Рис. 1. Ванная печь для производства вертикально-тянутого листового стекла: верхняя часть горизонтальный разрез на уровне бассейна, нижняя часть разрез по центру.
Рис. 1. Ванная печь для производства вертикально-тянутого листового стекла: верхняя часть горизонтальный разрез на уровне бассейна, нижняя часть разрез по центру.
|
Части и выработочиые отделения печей конструктивно отделяют одни от других. Чем полнее разделены варочные и студочные части, тем больше и быстрее охлаждается стекломасса и тем выше может быть температура в варочной части. Наиболее радикальное разделение варочных и студочных частей имеется в проточных печах (рис. 1), предназначенных для получения небольших изделий. Ввиду большой поверхности охлаждения в протоке рабочий поток стекломассы в таких печах неоднороден по температуре. Поэтому в больших высокопроизводительных печах, где температура стекломассы должна быть одинакова по широкому фронту ее выработки, варочные и студочные части до недавнего времени разделяли только по газовой среде — экраном или сниженным сводом. В последнее время в связи с повышением температуры и ростом производительности печей листового стекла в них потребовалось более интенсивно студить стекломассу. В этих целях по всей ширине суженного начального участка студочной части в стекломассу опускают заграждения: трубы, охлаждаемые проточной водой (петлевые холодильники), внутренним диаметром 70 — 80 мм с регулируемой глубиной погружения в стекломассу (рис.1); огнеупорные стеклоустойчивые преграды разных конструкций. Они могут быть в виде плоской арки — моста в стекломассе с экраном по газовой среде («погруженный экран» системы А. Н. Германова), причем мост и экран охлаждают воздухом. Другой вид преграды имеет вид двухарочного моста с промежуточной опорой, выполняемого с охлаждением или без него (например, преграда конструкции Института стекла). Преграды снижают температуру стекломассы не столько потому, что они охлаждаются, сколько в силу их тормозящего влияния на циркуляцию стекломассы. Петлевые двухъярусные холодильники снижают среднюю температуру рабочего потока стекломассы на 40 — 50 °С, а огнеупорные преграды в зависимости от глубины погружения и интенсивности охлаждения — на 50 — 80°С.
В наиболее нагретой зоне печи стекломасса имеет самую низкую плотность (т. е. самый большой удельный объем) и образует небольшую возвышенность (холмик) высотой порядка 1 мм и более, с которой расплав стекает по направлению к более холодным участкам печи.
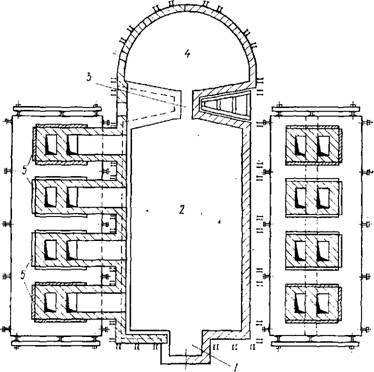 Рис. 2. Ванная печь с протоком (план)
1 — загрузочный карман; 2 — варочный бассейн; 3 — проток; 4 — выработочный бассейн; 5 — горелкн
Рис. 2. Ванная печь с протоком (план)
1 — загрузочный карман; 2 — варочный бассейн; 3 — проток; 4 — выработочный бассейн; 5 — горелкн
|
Тепловой КПД современных мощных печей листового стекла составляет 22— 30%. Его значение тем больше, чем выше удельная цроизводительность стекловаренной печи, т. е. чем больше стекломассы можно получить при одной и той же поверхности, через которую теряется теплота. В отечественных печах по производству листового стекла, вырабатываемого методом вертикального вытягивания, удельные съемы стекломассы отапливаемой площади печи составляют 1000—1500 кг/cyтки. На печах по производству листового полированного стекла удельный съем с отапливаемой площади печи возрастает до 1800 — 2000 кг/сутки. Соответственна удельные расходы теплоты двух названных типов печей составляют на 1 кг сваренной стекломассы порядка 14 000 кДж и 10500— 10 600 кДж. 
Износ огнеупоров вынуждает останавливать печи на капитальный ремонт. Отечественные печи листового стекла, выложенные из новейших стойких огнеупоров, с использованием методов их эффективной защиты работают между ремонтами 48 — 60 мес, рис. 3. Проток стекла.
Наварка ванной печи стекломассой. Перед варкой стекла во вновь построенной или отремонтированной ванной печи производят наварку бассейна печи свежей стекломассой. От чистоты и тщательности наварки зависит качество готового стекла. Наварку начинают тогда, когда в ванной печи установился режим с температурой, превышающей заданную на 10 — 15°С. Вначале в печь загружают смесь: 15 % шихты и 85 % стеклобоя, смешанного с отсортированными кусками охлажденной стекломассы (эрклеза), выпущенной из печи после ее остановки на ремонт. Загрузку ведут в таком количестве, чтобы стекломасса заполнила печь на высоту двух нижних рядов брусьев бассейна (600 мм) со скоростью не более 2—2,5 мм/ч. После этого скорость наварки увеличивают сначала до 5, а затем до 10 мм/ч, одновременно повышая содержание шихты в ее смеси с боем до заданного. При назначении скорости наварки следят за тем, чтобы в пробах стекломассы из студочной части печи было немного крупных пузырей и не было пузырей диаметром менее 1 мм.
Движение стекломассы в непрерывнодействующих ванных печах. В таких печах расплав и плавающая на нем шихта находятся в непрерывном движении. Провар шихты, стеклообразование и осветление протекают в поверхностном слое стекломассы, заполняющей бассейны печей. Непрерывный отбор стекломассы из выработочной части печи вызывает понижение ее уровня в местах выработки, восполняемое постоянным притоком расплава из варочной части печи. Так образуется прямой «выработочный» или «производственный» поток. Весь остальной объем стекломассы, за исключением некоторых застойных участков, вовлечен в конвекционное движение, которое вызывается различной температурой массы расплава в отдельных районах бассейна, а следовательно, различиями в плотности и удельном давлении стекломассы по длине и ширине печи.
У сыпочной стены печи охлажденная шихтой стекломасса опускается, течет вблизи дна в обратном направлении и, постепенно нагреваясь, поднимается к поверхности в плоскости квельпункта, замыкая так называемый сыпочный цикл продольных потоков. Аналогичное происходит и в выработочной части печи, где формируется выработочный цикл конвекционных потоков. Поперечные потоки также опускаются вблизи стен, а затем на некотором расстоянии от них поднимаются и вовлекаются в продольную циркуляцию.
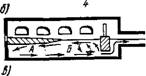 Рис. 4. Схемы (а—в) движения продольных потоков стекломассы в непрерывно действующих ванных печах
Рис. 4. Схемы (а—в) движения продольных потоков стекломассы в непрерывно действующих ванных печах
|
| Е |
| А |
На рис. 4 видио, что в проточной печи существует один главный цикл потоков А, стекломасса же в цикле £ тормозится стенкой и передает в общую циркуляцию лишь отдельные нисходящие струйки. Если производительность печи высокая и рабочий поток стекломассы сильно развит, он может полностью нейтрализовать конвекционную циркуляцию; движение расплава становится прямоточным. Мощность и скорость потока стекломассы на данном участке печи тем больше, чем больше разница температур стекломассы в его горячем и холодном концах, а также чем больше глубина печи и меньше длина участка. При снижений общего уровня температуры стекломассы и повышении ее вязкости скорость и мощность потоков уменьшаются.
Из этого следует, что характер и скорости движения стекломассы в каждой конкретной ванной печи зависят от уровня температуры печи, положения зон, где развивается самая высокая температура стекломассы по длине и ширине печи; размеров и производительности печи; способа загрузки шихты, от которого зависит толщина и длина шихтового слоя, охлаждающего стекломассу и влияющего на мощность сыпочного цикла потоков; характера разделения варочного и студочного бассейнов; степени равномерности нагрева стекломассы по поверхности и глубине, зависящей от способа отопления, характера факелов и лучепрозрачности стекломассы.
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить упрощённую схему ванной печи выполненную вручную.
Срок выполнения 16.04.2020.