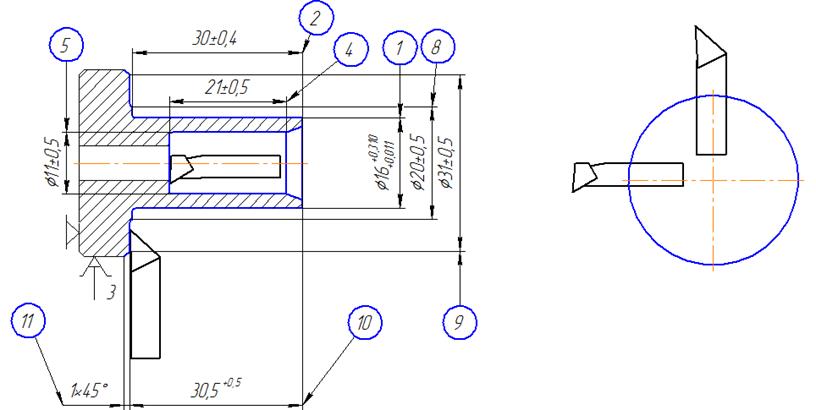
Строим схему и рассчитываем межоперационные припуски на1 поверхность.
Самой точной является поверхность 1 ( ).
).
Расчет припусков производим по методике источника [2]. Заготовка–деталь тело вращения, базированная в патроне.
Качество поверхности заготовки, полученной литьем в кокиль ([2], табл. 4.3):
 ,
,
 .
.
Суммарное отклонение обрабатываемой поверхности в пространстве:
 (9.1)
(9.1)
Коробление отверстия происходит как в осевом, так и в радиальном сечении:
 (9.2)
(9.2)
Суммарное смещение отверстия в отливке относительно наружной ее поверхности (табл. 2.4. [2]):
 . (9.3)
. (9.3)


По формуле (9.1) получаем:
 .
.
Остаточное пространственное отклонение после чернового растачивания:
 .
.

 (9.4)
(9.4)
Минимальный припуск под растачивание:
Черновое:
 .
.
Чистовое:
 .
.
Таблица 9.1.
| Технологические переходы обработки поверхности | Элементы припуска, мкм | Расчетный припуск  мкм
мкм
| Расчетный размер 
| Допуск 
| Предельный размер, мкм | Предельные значения припусков, мкм | ||||

| 
| 
| 
| 
| 
| 
| ||||
| Заготовка | – | 19,415 | 19,215 | 19,415 | ||||||
| Растачивание: | ||||||||||
| Черновое | 2*1540 | 16,335 | 16,310 | 16,335 | ||||||
| Чистовое | – | 2*162 | 16,011 | 16,00 | 16,011 | |||||
| Итого |
После последнего перехода для остальных переходов получаем:
Для чернового растачивания  .
.
Для чистового растачивания  .
.
Значения допусков каждого перехода принимаются по таблицам в соответствии с квалитетом того или иного вида обработки.
· Для чистового растачивания–11мкм,
· Для чернового растачивания–25мкм.
Для чистового растачивания:
 ,
,
 .
.
Для чернового растачивания:
 ,
,
 .
.
Для заготовки:
 ,
,
 .
.
Минимальные предельные значения припусков  равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения
равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения  –соответственно разности наименьших предельных размеров:
–соответственно разности наименьших предельных размеров:
Для чистового растачивания:
 ,
,
 .
.
Для чернового растачивания:
 ,
,
 .
.
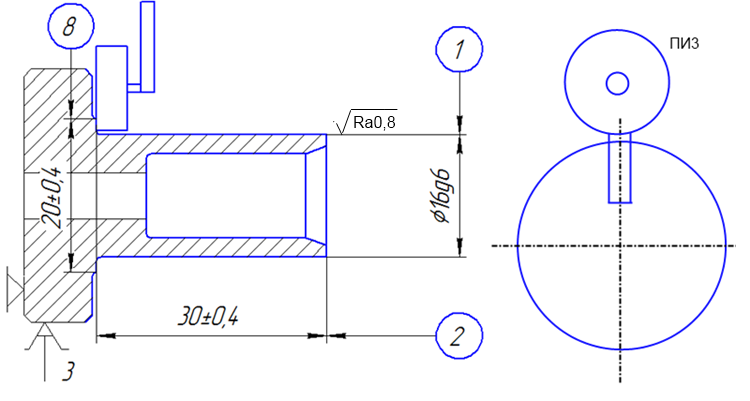
На основании данных расчета строим схему графического расположения припусков и допусков по обработке вала (рисунок 9.1).
Определяем общие припуски  и
и  :
:
 ,
,
 .
.
Производим проверку правильности выполненных расчетов:
 ,
,  ;
;
 ,
,  .
.

Рисунок 9.1 – Схема графического расположения припусков и допусков для вала диаметром Ǿ16
На остальные обрабатываемые поверхности детали припуски выбираем, используя табл. 2 (стр. 280) источника [3] (см. табл. 9.2.).
| Поверхность | Припуск | Допуск |
| 0,4 | ±0,018 | |
| 3…11 | 0,5 | ±0,018 |
ЛИТЕРАТУРА
1. Новичихин Р.В. и др. Методические указания по практическим работам по курсам "РТК" и "Проектирование РТК".-Мн.:БПИ,1989.
2. Горбацевич А.Ф. и др. Курсовое проектирование по технологии машиностроения. -Мн.:ВШ,1975.
3. Справочник технолога-машиностроителя, в 2-х томах. Под ред. Косиловой А.Г. и Мещерякова Р.К. -М.:Маш-е,1985.
4. Козырев Ю.Г. Промышленные роботы: Справочник, М.: Маш-е, 1988.
| Дубл. | |||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||
| Подл. | |||||||||||||||||||||||||
| Инв.№ | Подпись | Дата | Изм. | Лист | N докум | Подпись | Дата | ||||||||||||||||||
| Обозн. компл. док. | N листа 1 | ||||||||||||||||||||||||
| Разраб. | Голубев В.С. | № детали 1 | Шестерня | ||||||||||||||||||||||
| Проверил | Новичихин Р.В. | ||||||||||||||||||||||||
          
| |||||||||||||||||||||||||
| КЭ | КАРТА ЭСКИЗОВ | ||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||
| Подл. | |||||||||||||||||||||||||
| Инв.№ | Подпись | Дата | Изм. | Лист | N докум | Подпись | Дата | ||||||||||||||||||
| Обозн. компл. док. | N листа 2 | ||||||||||||||||||||||||
| Разраб. | Голубев В.С. | № детали 1 | Шестерня | ||||||||||||||||||||||
| Проверил | Новичихин Р.В. | ||||||||||||||||||||||||
  
| |||||||||||||||||||||||||
| КЭ | КАРТА ЭСКИЗОВ | ||||||||||||||||||||||||
| Дубл. | |||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||
| Подл. | |||||||||||||||||||||||||
| Инв.№ | Подпись | Дата | Изм. | Лист | N докум | Подпись | Дата | ||||||||||||||||||
| Обозн. компл. док. | N листа 3 | ||||||||||||||||||||||||
| Разраб. | Голубев В.С. | № детали 1 | Шестерня | ||||||||||||||||||||||
| Проверил | Новичихин Р.В. | ||||||||||||||||||||||||
| |||||||||||||||||||||||||
| КЭ | КАРТА ЭСКИЗОВ | ||||||||||||||||||||||||