Токарно-винторезные станки имеют типовую конструкцию для всех видов токарных станков (рис. 1).
Рис. 1. Устройство токарно–винторезного станка: 1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10- коробка подач, 11 — итары смен н ых шестерен
Главный привод станка. Механизм и коробка подач.
Главный привод станка. В передней бабке размещены ш п индель и коробка скоростей (рис. 2), которые сообщают заготовке главное д в ижение и подачу при выбранной глубине резания.
Рис. 2. Устройство шестискоростной коробки скоростей токарного станка
Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1, через ременную передачу 2 и муфту включения 3 передается на вал 5. Блок из трех шестерен 7, 8, 9, расположенный на валу 5, с помощью реечной передачи связан с р у кояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута то шпиндель получает вращение через зубчатое колесо 16, а е ли влево зубчатое колесо 15. Таким образом, приведенная коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
Механизм и коробка подач. Механизм подач соединяет суппорт станка с коробкой скоростей, посредством реверсивного механизма (трензеля) и гитары осуществляет изменение направления и скорости перемещения суппорта станка. От коробки скоростей через трензель (рис. 3), который состоит из четырех х колес а, б, в, г, связанных с рукояткой 19 (см. рис. 2), осуществляется реверсирование движения приводного вала 20 суппорта станка.
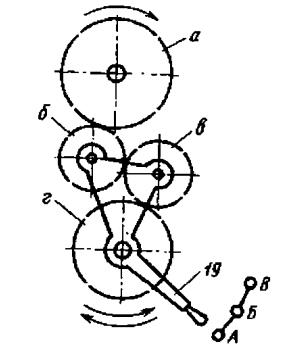
Рис. 3. Схема трензеля
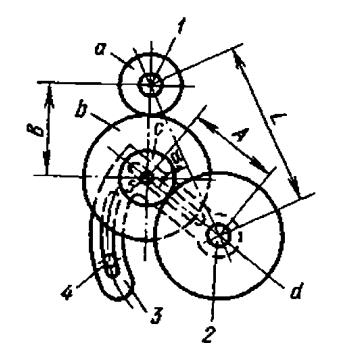
Рис. 4. Схема двухпарной гитары
При нижнем крайнем положении рукоятки 19 (положении А) зубчатые колеса (а, б, в, г) соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса (а, в, г) и направление вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зуб ч атым колесом а и вал 20 не вращается.
С помощью гитары (рис. 4) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое вращение суппорта на один оборот шпинделя станка. Расстояние L между валом 1 колеса и валом 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес b и с можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес с и d. Дуговой паз приклона позволяет регулировать размер В.
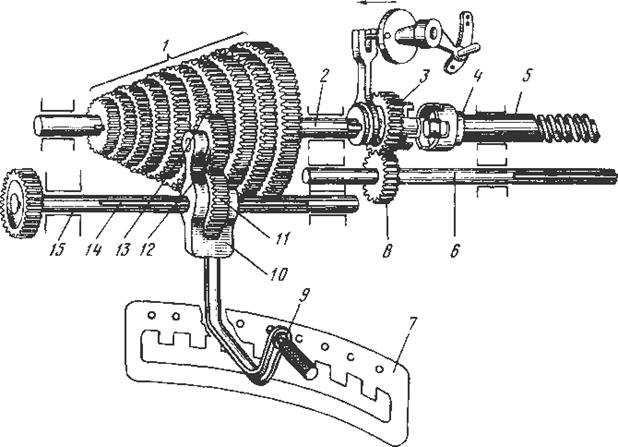
Рис. 5. Коробка подач
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, что обеспечивает перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 коробки подач (рис. 5) получает вращение от зубчатых колес гитары. Вместе с валом 14 на опорах 15 вращается и имеет возможность перемещаться вдоль него зубчатое колесо 11 вместе с рычагом
10. На одном конце рычага 10 вращается закрепленное на оси зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — расположена рукоятка 9. За рукоятку 9 рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений соответственно числу зубчатых колес в механизме 1 Нортона. В каждом из таких положений рычаг 10 поворачивается рукояткой 9 и удерживается ее штифтом, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, вращающего вал 2 с заданной частотой. Вместе с валом 2 вращается зубчатое колесо 3, которое может перемещаться вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 с помощью кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорты станка
Суппорты (рис. 6) предназначены для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе.
Рис. 6. Суппорт токарного станка
Суппорт (продольный), состоит из нижних салазок 1 которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки 3 (поперечный суппорт), которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются с помощью рукоятки 13 верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель 6 (резцовая головка) с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая, перемещаясь по винту 7, зажимает резе ц. Привод перемещения суппорта производится от ходового винта 2 и ходового вала, расположенного под ходовым винтом. Включение автомати еских подач производится рукояткой 14.
Устройство поперечного суппорта показано на рис. 7.
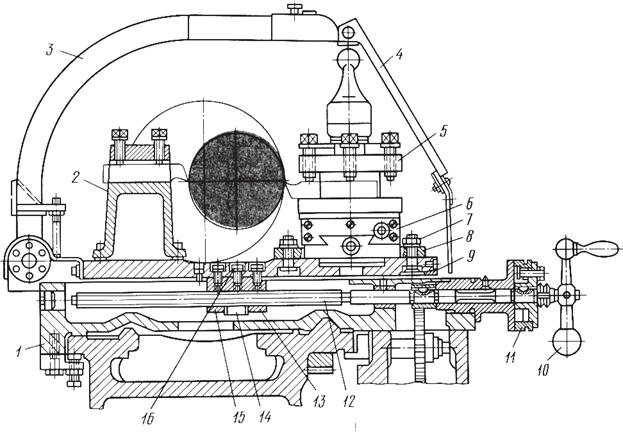
Рис. 7. Поперечный суппорт.
По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой, состоящей из двух частей 15 и 13 и клина 14, которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают клином 14 обе части 15 и 13 гайки, в результате чего выбирается зазор между ходовым винтом 12 и гайкой. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится гайками 7 поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5.
На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 со щитком 4, защищающим рабочего от попадания стружки и брызг смазочноохлаждающей жидкости.
Резцедержатель
Устройство резцедержателя показано на рис. 8. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6.
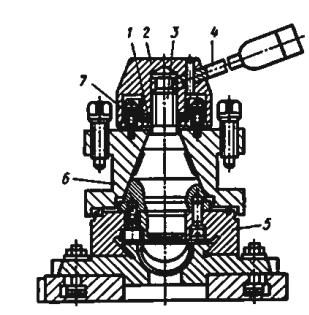
Рис. 8. Резцедержатель
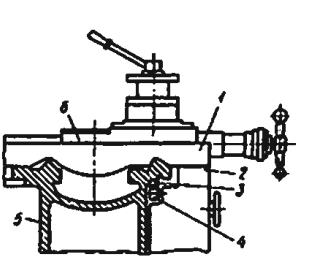
Рис. 9. Фартук
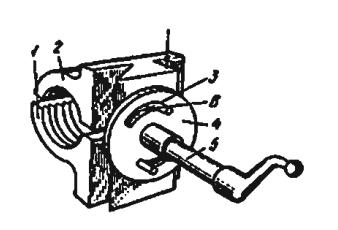
Рис. 10. Разъемная гайка
При вращении рукоя ки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От проворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхност ми, образованными пазом на основании конической оправки 3 и отверстием в езцовой головке 6.
При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 п ворачивается и перемещается вверх по резьбе кон ческой о правки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, связанных фрикционно с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливаетс в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для работы положение.
Фартук
Продольное и поперечное перемещение салазок суппорта производится фартуком 2 (рис. 9), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком 15 (см. рис. 6), который через зубчатую передачу сообщает вращение з убчатому колесу (см. рис. 9), катящемуся по рейке 3, закрепленной на станин е 5 станка, и перемещает продольный суппорт 1 вместе с поперечным суппортом 6 и фартуком 2.
Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (см. рис. 6). Разъемная гайка (рис. 10) состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещае пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; е с ли они раздвинуты, то подача отключается.
Задняя бабка
Устройство задней бабки показано на рис. 11. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3.
В пиноли устанавливаются центр 2 с коническим хвостовиком или инструмент.
Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки п р оизводится с помощью гайки 13 и винта 14, который прижимает к станине рыч а г 10.
Рис. 11. Задняя бабка
Система смазки станка
Масло, введенное между контактирующими и взаимно перемещающимися поверхностями станка, образует на них защитную пленку, которая уменьшает коэффициент трения. В результате этого уменьшаются износ деталей и затраты мощности привода на преодоление сил трения, повышается коэффициент полезного действия станка. Одновременно масло охлаждает поверхности деталей, контактирующие при взаимном перемещении.
Для смазки станка применяют жидкие и консистентные смазочные материалы. В качестве жидких используют, как правило, индустриальные масла марок И-20А, И-30А, в качестве консистентных солидол С, пресс-солидол — УС-1 и др.
Детали станков смазывают двумя способами — индивидуа л ьным и ентрализованным. Индивидуальная смазка бывает периодического и непрерывного действия. Периодическая смазка производится вручную (из пресс-масленки) или одноплунжерным насосом, непрерывная — разбрызгивающими кольцами, капельными масленками, масляной в а нной или насосами. Наиболее распространена централизованная смазка.