Карта технологического процесса сварки(наплавки)
Контрольного сварного соединения
| ФИО сварщика: | Хрипунов С.С. | Клеймо: | ||
| Вид (способ) сварки: | РД | Основной материал (марка): | 30ГС А400; М07 | |
| Наименование НД (шифр): | ГОСТ 14098, РТМ 393 | |||
| Типоразмер, мм | ||||
| Тип шва: | СШ | диаметр: | ||
| Тип соединения (по НД): | толщина: | - | ||
| Положение при сварке: | В1 | Способ сборки: | На прихватках | |
| Вид соединения: | ос, дс | Требования к прихватке: | Четыре прихватки, располагаемые с одной стороны соединения на расстоянии 40 мм от края накладок | |
| Присадочные материалы (марка, стандарт, ТУ): | Б (В) LB-52 U Ø2,6мм; ОК 53.70, OK 74.70 Ø3,2мм; | Сварочное оборудование: | Citoarc |
Эскиз контрольного сварного соединения
| Конструкция соединения | Конструктивные элементы шва | Порядок сварки |
| Многослойную сварку стыковых соединений вертикальных стержней на стальных скобах-накладках нужно выполнять в следующей последовательности: возбудить дугу в дальнем от сварщика углу между торцом нижнего стержня и накладкой, наплавить шов, а затем проплавить притупление торца верхнего стержня; наплавляя отдельные валики на торец нижнего стержня, постепенно заполнить разделку, проваривая особенно внимательно скошенную часть верхнего стержня. Если шлак, образующийся в процессе сварки, затрудняет наплавку последующих слоев, сварку следует прервать, удалить шлак с поверхности предыдущих слоев и затем наплавлять новые слои. |
Технологические параметры сварки
| Номер валика (шва) | Способ сварки | Диаметр электрода или про-волоки, мм | Род и полярность тока | Сила тока, А | Напря-жение, V | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | Расход защитного газа, л/мин |
| РД | 3,2 | обратная полярность | 130-160 | 28-32 |
|
|
| Защита обратной стороны шва: | Вылет электрода, мм: | |||
| Ширина валика шва, мм: | 0,5dн, но ³8 | Расстояние от сопла горелки до изделия, мм: | ||
| Толщина валика шва, мм: | 0,5dн, но ³4 | Длина дуги, мм: |
Дополнительные технологические требования по сварке
Облицовочный слой должен перекрывать основной металл в каждую сторону от шва на 2,5-3,5 мм и иметь высоту усиления 1-3 мм.
Требования к контролю качества контрольных сварных соединений
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, количество образцов) |
| Визуальный и измерительный | ГОСТ 10922-90 | 100% |
| Испытание на растяжение | РТМ 393, ГОСТ 10922 | 3 обр |
| Разработал | __________________________ | Никитин П.В. |
| (подпись, дата) |
| Утверждаю Руководитель АЦ _______________Сидоров В.П. "__"____________20__ г. |
Карта технологического процесса сварки(наплавки)
контрольного сварного соединения
| ФИО сварщика: | Хрипунов С.С. | Клеймо: | ||
| Вид (способ) сварки: | РД | Основной материал (марка): | Сталь20 М01 | |
| Наименование НД (шифр): | СНиП 3.03.01-87; РД 34 15.132-96;ГОСТ 10884-94; | |||
| Типоразмер, мм | ||||
| Тип шва: | СШ | диаметр: | ||
| Тип соединения (по НД): | С17 (ГОСТ 16037-80) | толщина: | ||
| Положение при сварке: | Н45 | Способ сборки: | На прихватках | |
| Вид соединения: | ос.бп | Требования к прихватке: | Прихватку следует выполнять с полным проваром корня шва. Длина прихваток, 20-30 мм. Количество прихваток по окружности трубы 3-4. | |
| Присадочные материалы (марка, стандарт, ТУ): | Б (В) LB-52 U Ø2,6мм; ОК 53.70, OK 74.70 Ø3,2мм; | Сварочное оборудование: | Citoarc |
|
|
Эскиз контрольного сварного соединения
| Конструкция соединения | Конструктивные элементы шва | Порядок сварки |
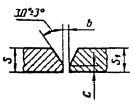
| 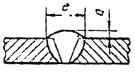 s1=10; b=2+1; e=16+4; g=0,5-4
s1=10; b=2+1; e=16+4; g=0,5-4
| Сварить и тщательно зашлифовать корневой слой шва; Выполнить сварку заполняющих и облицовочных слоев шва электродами); Количество слоев шва должно соответствовать таблице. Облицовочный слой должен перекрывать основной металл в каждую сторону от шва на 2,5-3,5 мм и иметь высоту усиления 1-3 мм. |
Технологические параметры сварки
| Номер валика (шва) | Способ сварки | Диаметр электрода или про-волоки, мм | Род и полярность тока | Сила тока, А | Напря-жение, V | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | Расход защитного газа, л/мин |
| РД | 2,6 | обратная полярность | 70-90 | 22-30 | ||||
| РД | 3,2 | обратная полярность | 90-120 | 22-30 | ||||
| РД | 3,2 | обратная полярность | 90-120 | 22-30 |
| Защита обратной стороны шва: | Вылет электрода, мм: | |||
| Ширина валика шва, мм: | 1ый - 3мм; 2ой - 12мм;3ий - 16 | Расстояние от сопла горелки до изделия, мм: | ||
| Толщина валика шва, мм: | 1ый - 3мм; 2ой - 4мм; 3ий - 5 | Длина дуги, мм: |
Дополнительные технологические требования по сварке
Сварку корневого шва выполнять без поперечных колебаний;
Для уменьшения опасности перелома осей допускается вести сварку по четверти периметра;
|
|
Дефекты в облицовочном слое не допускаются;
При сварке корневого и облицовочного слоев должно быть прерывание процесса сварки с последующим его возобновлением в этом месте;
Зажигать дугу на основном металле и выводить кратер на основной металл запрещается.
Требования к контролю качества контрольных сварных соединений
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, количество образцов) |
| Визуальный и измерительный | РД 03-606-03 | 100% |
| Радиографический | ГОСТ 7512-82 | 100% |
| Разработал | __________________________ | Никитин П.В. |
| (подпись, дата) |
| Утверждаю Руководитель АЦ _______________Сидоров В.П. "__"____________20__ г. |