Заданием предусматривается разработка схемы технологического процесса изготовления детали или сборочной единицы – дверца шкафа для платья и белья.
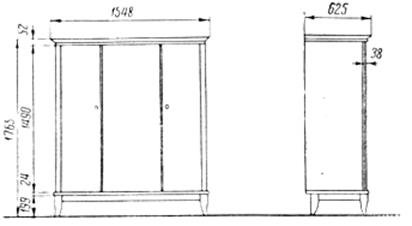
Рисунок 3.1. Эскиз сборочной единицы – шкаф для платья и белья
Конструкции изделий следует изучить по образцам, которыми студент пользуется в домашних условиях или на работе. В пояснительной записке технологический процесс представим в табличной форме (табл. 3.1).
Таблица 3.1. Технологический процесс изготовления дверки для платяного шкафа
| Операция | Оборудование (наименование, марка) |
| Приклеивание пилястр к щитам дверок. | Пневматическая вайма с электрообогревом |
| Подготовка и приклеивание карнизных брусков к щиту колпака с трех сторон | -”- |
| Фанерование кромок щита основания с трех сторон | |
| Комплектование крайних дверок с установкой галстуко-держателей | |
| Обкладка штапиком зеркальной дверки | Операция производится вручную на рабочем месте. |
| Навеска крайних дверок на рояльные (или карточные) петли и навеска средней зеркальной дверки на пятниковые петли | |
| установка шпингалетов, остановов, скалок | |
| Крепление замков. |
Плиты при помощи траверсной тележки подаются в цех на роликовый конвейер, к столу станка "Altendorf_F45_elmo", предназначенного для раскроя плит на заготовки. Полученные заготовки с помощью траверсной тележки поступают на участок оперативного запаса, откуда они подаются теми же тележками на линию МФК-2. На ней производится обрезка заготовок в размер, облицовывания кромок, снятие свесов. Для облицовывания кромок применяется кромочный материал на основе бумаг, пропитанных термореактивными полимерами, который наклеивается с помощью термопластичного клея. Полученные заготовки с помощью траверсных тележек и роликового конвейера подаются на участок оперативного запаса после линии МФК-2.
Кратные же заготовки, полученные после раскроя на "Altendorf_F45_elmo", по средствам той же траверсной тележки отправляются на станок МОК – 3 для облицовывания их кромок или же на участок оперативного запаса, после "Altendorf_F45_elmo". Выборка отверстий в заготовках производится на автоматическом сверлильно-присадочном станке Bor-A H2V6, который может быть настроен как в позиционном, так и проходном режимах работы.
Далее заготовки при помощи траверсной тележки поступают на склад, где производится их упаковка и маркировка.
Заключение
В ходе проведения расчётов получены следующие показатели:
Пропускная способность однопильного круглопильного станка для индивидуального раскроя брёвен находится в интервале от 0,625 до 1,296 шт. бревен в минуту. При этом рассчитанный коэффициент использования машинного времени однопильного бревнопильного станка для индивидуального раскроя брёвен составляет от 0,666 для бревен с диаметром 28 см, до 0,612 для бревен с диаметром 16 см. Это объясняется тем, что бревна с меньшим диаметром распиливаются быстрее и соответственно коэффициент использования машинного времени меньше.
Рассчитанное количество смен работы бревнопильного станка в однопоточном цехе, необходимых для распиловки всех брёвен заданного диаметра и количества, составляет 17 смен.
При рассчитанном количестве смен на 1000 м3 бревен годовая мощность производственного цеха составляет 16672,46 м3/год при числе рабочих дней в году – 250, числе смен в сутки – 2 и продолжительности смены – 8 ч.
Во второй части работы произведен продолжительности цикла склеивания и производительности клеильного пресса.
Продолжительность цикла работы пресса τ составил 187,7 с., 187,1 с. и 186,1 с для фанеры толщиной 9,12 и 15 мм соответственно.
Расчетная производительность пресса равна 287,2 м3/смена.
В третьей части работы разработан технологический процесс изготовления детали – дверка платяного шкафа.
Список литературы
Основная:
1. Уласовец, В. Г. Организация и технология лесопильного производства: учеб. Пособие / В. Г. Уласовец. - Екатеринбург, 2001. - 294 с.
2. Калитеевский, Р. Е. Лесопиление в XXI веке. Технология. Оборудование. Менеджмент /Р. Е. Калитеевский. - СПб.: Профи-Информ, 2005. - 480 с.
3. Волынский, В. Н. Технология клееных материалов: учебно-справочное пособие / В. Н. Волынский. - СПб.: Профи, 2009. - 390 с.
4. Стовпюк, Ф. С. Технология изделий из древесины: учеб. Пособие / Ф. С. Стовпюк. - СПб.: СПбГЛТА, 2007. - 96 с.
Дополнительная:
5. Технология механической переработки древесины: метод, указания по проведению практических работ / сост. Л. М. Сосна. - СПб.: СПбГЛТА, 2006.-47 с.
6. Чубинский, А. Н. Проектирование технологии деревообрабатывающих предприятий: учеб, пособие / А. Н. Чубинский. - СПб., 1996.
7. Стовпюк, Ф. С. Технология изделий из древесины: учеб, пособие / Ф. С. Стовпюк, А. Н. Чубинский, Е. А. Мамонтов. - Л., 1990.