Сущность процесса резания
Резание металлов – сложный процесс взаимодействия режущего инструмента и заготовки, сопровождающийся определенными физическими явлениями. Упрощенно процесс резания можно представить в виде следующей схемы (рис.1.). В начальный момент процесса резания движущийся резец под действием силы Р вдавливается в металл, в срезаемом слое возникают упругие деформации. При дальнейшем движении резца упругие деформации, накапливаясь по абсолютной величине, переходят в пластические. В прирезцовом срезаемом слое материала заготовки возникает сложное упругонапряженное состояние. В плоскости, перпендикулярной траектории движения резца, возникают нормальные напряжения, а в плоскости, совпадающей с траекторией движения резца, - касательные напряжения. Наибольшие касательные напряжения действуют у вершины резца А, уменьшаясь до нуля по мере удаления от нее. Нормальные напряжения вначале действуют как растягивающие, а затем быстро уменьшаются и, переходя через нулевое значение, превращаются в напряжения сжатия.
Под действием нормальных и касательных напряжений срезаемый слой пластически деформируется. Рост пластической деформации приводит к сдвиговым деформациям, т.е. к смещению частей кристаллов относительно друг друга. Это происходит, когда возникающие напряжения превосходят предел прочности обрабатываемого материала. Сдвиговые деформации происходят в зоне стружкообразования АВС, причем они начинаются в плоскости АВ и заканчиваются в плоскости АС – скалыванием элементарного объема металла и образованием стружки. Далее процесс повторяется и образуется следующий элемент стружки и т.д.
Условно принято считать, что сдвиговые деформации происходят по плоскости ОО, которую называют плоскостью сдвига. Плоскость сдвига ОО располагается примерно под углом = 30? к направлению движения резца. Угол называют углом сдвига. Он не зависит от геометрических параметров режущего инструмента и свойств обрабатываемого материала.
Срезанный и превращенный в стружку слой металла дополнительно деформируется вследствие трения стружки о переднюю поверхность инструмента.
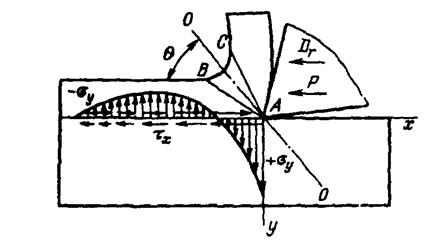
Рис.1. Схема упругонапряженного состояния металла при обработке резанием
Структура металла зоны АВС и стружки резко отличаются от структуры основного металла. Структура основного металла состоит из равноосных зерен. В зоне АВС зерна сильно измельчены и вытянуты в определенном направлении, совпадающем с направлением плоскости О1О1, которая с плоскостью сдвига составляет угол. Для хрупких материалов пластическая деформация практически отсутствует и угол близок к нулю, а при резании деталей из пластичных материалов значение угла доходит до 30 град. У передней поверхности резца слои стружки искривляются и располагаются почти параллельно ей.
Следовательно, резание может быть представлено как процесс последовательного упругого и пластического деформирования срезаемого слоя металла, а затем его разрушения.
Резка ручными ножницами
Тонколистовой металл можно резать специальными ножницами.
Ручные ножницы состоят из двух половинок. Каждая половинка изготовлена как единое целое и объединяет в себе нож и ручку. Половинки соединены между собой винтом. По расположению режущих ножей ручные ножницы подразделяются на левые (рис. слева а) и правые (рис. слева б). Если смотреть
на ножницы со стороны ножей, у левых ножниц верхний нож расположен слева, у правых — справа.
По форме режущих ножей различают прямые (рис. справа а-г)и кривые ножницы (д).
Для снижения усилий, необходимых для разрезания прочного материала, используют рычажные ножницы.
Режущие кромки ножей у ножниц должны быть хорошо заточены, а режущие плоскости плотно прилегать друг к другу и хорошо закреплены винтом. Качество заточки ножниц можно проверить по тому, насколько хорошо или плохо они режут бумагу.
Резание металла слесарной ножовкой
Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце — подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами. Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко), либо раздвижными, допускающими закрепление ножовочного полотна различной длины. Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют. Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 —64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед. Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L — 250 — 300 мм, высотой Ь — 13 и 16 мм, толщиной h — 0,65 и 0, 8 мм. Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол,а, угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.
Ручная слесарная ножовка (станок): а — цельная, б — раздвижная, в — с передвижным держателем, г — ножовочное полотно;
1 — гайка-барашек, 2 — рамка (станок), 3 — подвижная головка, 4 — ножовочное полотно, 5 — неподвижная головка, 6 — хвостовик с рукояткой, 7 — штифты, 8 — прорези, 9 — винт натяжной, 10 — подвижная скоба