Сверление
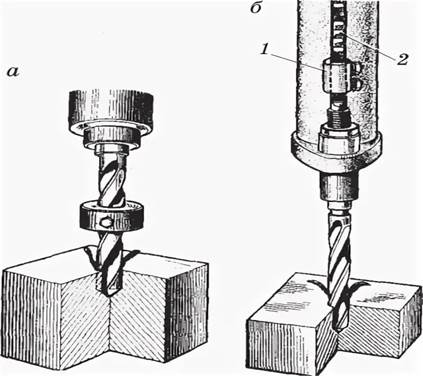
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла, которое в процессе сверления одновременно имеет вращательное и поступательное движение вдоль оси просверливаемого отверстия. Сверление применяется в первую очередь при выполнении отверстий в деталях, соединяемых при сборке.
При работе на сверлильном станке сверло выполняет вращательное и поступательное движение; при этом обрабатываемая деталь неподвижна. Обработка деталей на токарном станке, автомате или револьверном станке выполняется при вращении детали, а инструмент совершает только поступательное движение.
В зависимости от требуемой степени точности используют следующие виды обработки: сверление, рассверливание, зенкерование, развертывание, расточку, зенкование, зацентровывание.
На сверлильных станках можно выполнять следующие операции: сверление, рассверливание на больший диаметр ранее просверленного отверстия, зенкерование, развертывание, торцевание, цекование, зенкование, нарезание резьб.
 |
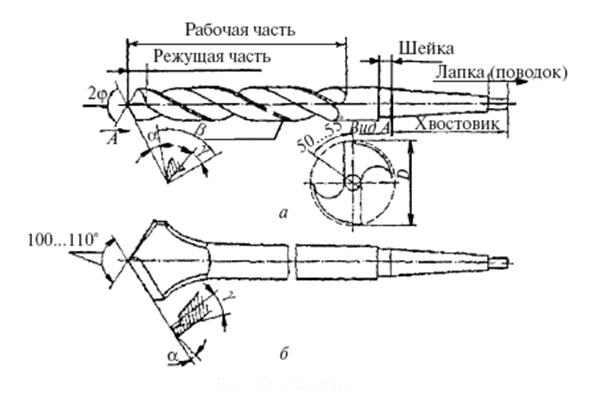
Сверла:
а – спиральные; б – перовы
При работе на сверлильном станке следует соблюдать следующие правила техники безопасности:
- правильно устанавливать, надежно закреплять заготовки на столе станка и не удерживать их руками в процессе обработки;
- не оставлять ключа в сверлильном патроне после смены режущего инструмента;
- пуск станка производить только тогда, когда есть твердая уверенность в безопасности работы;
- следить за работой насоса и количеством охлаждающей жидкости, поступающей к месту обработки;
- не браться за вращающийся режущий инструмент и шпиндель; не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями;
- не нажимать сильно на рычаг подачи при сверлении заготовок на проход, особенно при сверлении сверлами малого диаметра;
- подкладывать деревянную подкладку на стол станка, под шпиндель при смене патрона или сверла;
- пользоваться специальным ключом, клином для удаления сверлильного патрона, сверла или переходной втулки из шпинделя;
- постоянно следить за исправностью режущего инструмента и устройств крепления заготовок и инструмента;
- не передавать и не принимать каких-либо предметов через работающий станок; не работать на станке в рукавицах; не опираться на станок во время его работы.
Обязательно останавливать станок в случае:
- а) ухода от станка даже на короткое время;
- б) прекращения работы;
- в) обнаружении неисправностей в станке, принадлежностях, приспособлениях и режущем инструменте;
- г) при смазывании станка;
- д) установки или смены режущего инструмента и приспособлений, принадлежностей и т. д.;
- е) уборки станка, рабочего места и стружки с инструмента, патрона и заготовки.
Зенкерование
Зенкерованием называется процесс обработки зенкерами цилиндрических необработанных отверстий, полученных литьем, ковкой или штамповкой или предварительно просверленных отверстий с целью увеличения диаметра, улучшения чистоты их поверхности, повышения точности (уменьшения конусности, овальности, разбивки).
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и при сверлении оставляют припуск под зенкерование).
Зенкеры изготовляют из быстрорежущей стали Р18, легированной стали 9ХС или инструментальной углеродистой стали У12А.
По конструкции зенкеры бывают цилиндрические и конические.
Цилиндрические зенкеры применяют для более точной обработки отверстий в заготовках, полученных отливкой, штамповкой, а также после сверления.
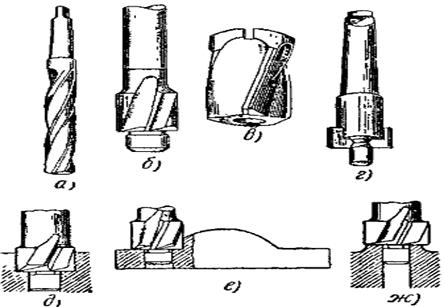 Цилиндрические зенкеры бывают цельные (а, б), насадные (в) и со вставной твердосплавной пластинкой (г). Виды зенкеров (а, б, в г), примеры Примеры применения ци-оораоотки (о, е, ж) линдрических зенкеров приведены на д, е, ж.
Цилиндрические зенкеры бывают цельные (а, б), насадные (в) и со вставной твердосплавной пластинкой (г). Виды зенкеров (а, б, в г), примеры Примеры применения ци-оораоотки (о, е, ж) линдрических зенкеров приведены на д, е, ж.
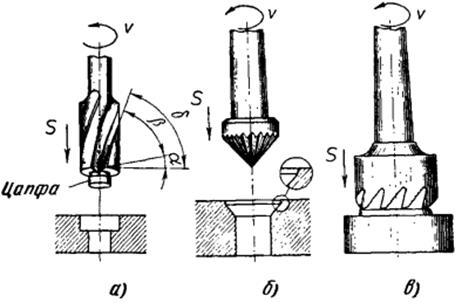
Зенковки цилиндрические (а) применяют для обработки гнезд с плоским дном. Для достижения соосности с точно обработанными отверстиями зенковки имеют направляющую цапфу.
 |
Зенковки:
а — цилиндрическая, б — коническая, в — торцовая (цековка)
Зенковки конические (б) применяют для обработки конусных гнезд центровых отверстий. Конусная часть зенковки может быть заточена под углом 60; 90 и 120°.
Цекование производится цековками для зачистки торцовых поверхностей. Цековки обычно выполняются в виде насадных головок, имеющих четыре торцовых зубца. Цековками производят обработку бобышек под шайбы, упорные кольца, гайки (в).