Потребитель должен дать в заказе следующую информацию, касающуюся требований к допускам на размеры и шероховатости:
а) номер, стандарта;.
б) чертеж с указанием размеров;
в) диапазон скоростей, для которых предназначена ось;
г) степень чистоты обработки по п. 4;
 |
1) В приложении стандарты применены, как удовлетворяющие потребностям народного хозяйства.
б
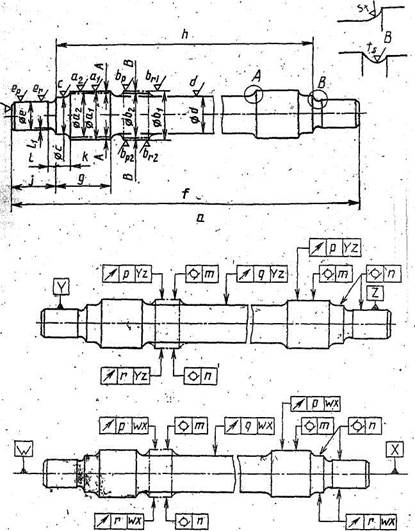
а) Обозначения размерных характеристик и шероховатости поверхности для обработанных вчистую и готовых к сборке осей
б) Геометрические допуски относительно базы WX и YX для обработанных
вчистую и готовых к сборке осей.
Черт. 8
д) требования к характеристикам обработки поверхностей, величины шероховатостей, если оси предназначены для эксплуатации в условиях, оговоренных п. 1,4;
е) значения шероховатости, если необходимо использовать параметр Ry (см. табл. 4, сноска 2);
ж) необходимость в особых геометрических допусках (см. пп. 5.1; 3.2 и 6.1);
з) обоснованность потребности в контроле параметров с индексом «о» (п. 6.1 и табл. 3).
Терминология для обозначения степени чистовой обработки
4.1. Обработанные вчистую
Термин «обработанные «вчистую» означает состояние осей, при котором все участки оси, подлежащие обработке в соответствии с заказом или по чертежу, полностью подвергнуты необходимым операциям механической обработки, кроме тех операций, которые обычно выполняются изготовителем колесных пар непосредственно перед установкой колеса на ось, например, чистовая обработка подступичной части.
4.2. Готовые к сборке
«Готовые к сборке» означает состояние оси при котором выполнены все необходимые операции по механической обработке.
|
|
Технические требования
5.1. Требования к допускам на размеры
5.1.1. Для «обработанных вчистую» участков осей (см. п. 4.1) и для осей в состоянии «готовые к оборке» (см. п. 4.2) требования к допускам на размеры должны быть такими, как указано в табл. 3 и в пп. 5.1.2 в 5.1.3.
5.1.2. Изготовитель должен обеспечить, чтобы для всех рассматриваемых геометрических параметров выдерживались такие допуски, при которых после установки колес на оси, значения допустимых отклонений размеров для колесной пары, установленные ГОСТ 4835, достигались бы без дополнительной обработки.
5.1.3. Если в особых случаях, несмотря на трудности, упомянутые в п. 61, вместо требований по п. 5.1.2 для оси задаются особые допуски на геометрию, то это должно быть согласовано при оформлении заказа. В этом случае применяются допуски на геометрию по табл. 3 если другого не оговорено.
5.2 Шероховатость поверхности
Если не оговорено, особо, среднеарифметическое отклонение профиля Ra для обработанных поверхностей осей в состоянии, «обработанные вчистую» и «готовые к сборке» должно быть таким, как указано на черт. 8 и в табл. 4.
5.3. Центры вращения
Оси в состоянии «обработанные вчистую» и «готовые к сборке» должны иметь центры вращения, обработанные в соответствии с заказом или приложенным к нему чертежом.
| Таблица 3 | ||||||||||||
| Параметр оси | Обозначение (см: черт. 8) | Допуски осей, мм | ||||||||||
| Оси, обработанные вчистую | Оси, готовые к сборке | Контроль1 | ||||||||||
| Нормальная, скорость | Высокая скорость | Нормальная скорость | Высокая скорость | |||||||||
| Диаметр подступичной части | а1 | +2 | +2 | --- | --- | m | ||||||
| а2 | — | --- | ___2) | ___2) | m | |||||||
| Диаметр места посадки шестерни, | b1 | +2 | +2 | — | ---- | m | ||||||
| диаметр места посадки моторно-осевого подшипника | b2 | — | --- | __3) | ____3) | m | ||||||
| Диаметр предподступичной части оси | c | ±0,253) | ±0,253) | ±0,253) | +0,253' | m | ||||||
| Диаметр средней части оси | d | +2 | +2 | +2 | +2 | m | ||||||
| Диаметр шейки оси (по окружности) | er | ____3) | ______3) | ______3) | ____3) | m | ||||||
| Диаметр шейки оси (по образующей) | ep | ±0,1 | ____ | ±0,1 | _____ | m | ||||||
| Длина оси | f | ±1 | ±1 | ±1 | ±1 | m | ||||||
| Длина подступичной части (включая предподступичную. часть, а также другие посадочные места, например, для шестерни) | g | -1 | -1 | -1 | -1 | M | ||||||
| Длина оси по шейкам | h | ±0,5 | ±0,5 | ±0,5 | ±0,5 | m | ||||||
| Длина шейки оси | j | ±0,53) | ±0,53) | ±0,53) | ±0,53) | m | ||||||
| Длина предподступичной части оси | k | +1 | + 1 | +1 | + 1 | m | ||||||
| Длина канавки на переходе от шейки | l | _____2) | ____2) | ____2) | ____2) | m | ||||||
| к предподступичной части оси | l1 | _____2) | _____2) | _____2) | _____2) | m | ||||||
| Цилиндричность подступичной части, (а также мест посадки моторно-осевых подшипников) ■ | т | ––– | –––– | 0,0154) | 0,0154) | m | ||||||
| Цилиндричность прёдподступичной части и шейки (а также мест посадки моторно-осевых подшипников) | п | 0,015 | 0,015 | 0,015 | 0,015 | m | ||||||
| Биение подступичной части и места посадки шестерни относительно базы WX и YZ | p | 1,5 | 1,5 | 0,05 | 0,03 | |||||||
| Биение средней части оси относительно базы WX или YZ | q | 0,5 | 0,3 | 0,5 | 0,3 | |||||||
| Биение предподступичной части и шейки относительно базы WX (а также мест посадки моторно-осевых подшипников относительно базы WX или YZ). | r | 0,05 | 0,03 | 0,05 | 0,03 | |||||||
 1) m— проверка обязательная; о —проверка необязательная.
1) m— проверка обязательная; о —проверка необязательная.
|
|
|
|
2) В соответствии с чертежом или другими документами.
3) В соответствии со спецификацией поставщика подшипников или требованием заказчика.
4) Допустимая небольшая конусность в пределах разрешенного допуска должна быть такой, чтобы меньший диаметр находился у внешнего края, т, е. со стороны входа в отверстие ступицы колеса при сборке.
Таблица 4
| Параметр оси | Обозначение | Среднеарифметическое отклонение профиля, mkm2) | |
| (см. черт. 8а) | Оси, обработанные вчистую1* | Оси, готовые к сборке1^ | |
| Диаметр подступичной части | a1 | ≤12,53) | –– |
| a2 | — | От 0,8 до 1,63) | |
| Места посадки шестерни и моторно-осевых подшипников (по окружности) | br1 | От 0,8 до 1,6 | –– |
| br2 | — | От 0,8 до 1,63) | |
| Места посадки моторно-осевых подшипников (по образующей) | bp1 | ≤0,83) | — |
| bp2 | — | ≤0,83) | |
| Диаметр предподступичной части оси | с | ≤1,63) | ≤1,63) |
| Диаметр средней части оси | d | ≤6,33) | ≤6,33) |
| Шейка оси (по окружности) | er | ≤0,83) | ≤0,83) |
| Шейка оси (по образующей) | ep | ≤0,83) | ≤0,83) |
| Торцевая поверхность оси и фаска | f | ≤6,34) | ≤6,34) |
| Радиус внутреннего перехода к месту посадки колеса | St | ≤1,63) 5) | ≤1,63) 5) |
| Канавки для снятия напряжений | ts | ≤0,83) | ≤0,83) |
ттттттт
1) Определение терминов, согласно пп. 4.1 и 4.2.
2) Если используется максимальная высота профиля Ry (см. ГОСТ 2789), то ее значения должны быть согласованы между заинтересованными сторонами.
3) При измерении по горизонтальной оси.
4) При измерении по вертикальной оси.
s) Для прицепных вагонов пассажирского подвижного состава можно применять среднеарифметическое отклонение профиля R ≤ 3,2 мкм по согласованию с заказчиком.
Технический контроль
6.1. Размерные характеристики
Если в последней графе табл. 3 указан индекс «m», то контроль соответствующего допуска на размер является обязательным. Вследствие практических трудностей контроля отдельных размерных параметров в производственных условиях, размерные параметры, для которых в последней графе табл. 3 указан.индекс «0», контролируются только в том случае, если это оговорено при оформлении заказа. Определения терминов для геометрических допусков даны в ГОСТ 2.308
6.3. Шероховатость поверхности
При необходимости контроля шероховатости поверхности следует оговорить количество осей подлежащих контролю и другие условия при оформлении заказа.