ТМ-162.22.04.Тема 3.7.2. Зубострогальный станок. Назначение, основные узлы, принцип работы, настройки кинематических цепей. Общие сведения о зуборезных станках для обработки конических колёс с круговыми зубьями. Обзор зубообрабатывающих станков.
Теоретический материал
1) Зубострогальные станки предназначены для нарезания двумя резцами по методу обкатки прямозубых конических колес.
При нарезании копируется зацепление плоского производящего колеса с коническим, причем движущиеся резцы описывают в пространстве режущими кромками боковые поверхности одного или двух смежных зубьев производящего колеса.
Использование в зубострогальных станках для конических колес принципа копирования зацепления с плоским колесом позволяет придать режущим кромкам резцов прямолинейное очертание.
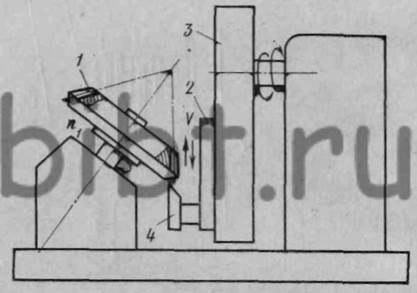
Схема работы зубострогального станка для нарезания конических колес:
1 — заготовка, 2— каретка, 3— инструментальная бабка, 4 — резцы
При нарезании зубьев на таких станках заготовка 1и инструментальная бабка 3 с резцами, представляющая собой в кинематическом отношении воображаемое плоское колесо, получают вращательное движение (соответственно n1и n2).На торце инструментальной бабки расположены направляющие, по которым перемещаются возвратно-поступательно каретки 2 с резцами 4 (плавное движение v). Так как оба резца представляют собой лишь одну впадину (боковые стороны двух зубьев плоского колеса), то после поворота резцовой головки на определенную часть окружности они выходят из зацепления с заготовкой, и процесс резания прекращается. Поэтому для нарезания следующего зуба заготовке и резцовой головке необходимо сообщить обратное вращение.
Нарезание конических колес с криволинейными зубьями выполняют тремя методами: обкаткой червячной конической фрезой, образующей на поверхности заготовки криволинейные зубья; обработкой фрезерной головкой со вставными зубьями, представляющими собой режущую часть производящего колеса; обработкой одним резцом.
Наибольшее распространение благодаря высокой производительности и точности изготовления получили станки, работа которых основана на применении первого метода.
В настоящее время отечественная промышленность выпускает зубофрезерные станки повышенной точности разного конструктивного исполнения. К ним относятся, в частности, станки моделей 530А, 530П, 5А308П, позволяющие обрабатывать мелкомодульные колеса повышенной точности; станки моделей 5К320, 5К324, 5К32 и 5К328А с вертикально перемещающимся суппортом и моделей 5К301, 5306, 5А312 и 5316 с вертикально перемещающимся столом.
Освоены и серийно выпускаются современные:
- широкоуниверсальные вертикальные зубодолбежные станки, работающие по методу обкатки (5107, 5140, 5140Б, 5В150, 5В161, 5М12, 5М14, 5А110, 5120 и др.),
- зубошевинговальные станки с горизонтальной и вертикальной осью детали (5712, 5702, 5М714, 5706, 5708, 5913, 5А714, 5717С, 5717 и др.),
- зубошлифовальные и зубострогальные станки (5А830, 5А832, 5835, 5831, 584М, МА-15, 5852, 586В, 5861, 5П23А, 525, 5Б231, 528С, 5А284, 5П23, 5230) и многие другие.
Общие сведения о зуборезных станках для обработки конических колёс с круговыми зубьями.
Конические шестерни передают крутящий момент в механизмах, где валы соединяются между собой под углом 90 градусов. Это могут быть автомобильные дифференциалы, редукторы, дробилки и приводы.
При обработке конических колес с круговыми зубьями в качестве производящего колеса принимают плоское колесо 1, зубья которого направлены по дуге окружности радиуса r (рис. 136). Заготовка 2 в процессе обработки обкатывается с производящим колесом 1, зубья которого воспроизводятся резцовой головкой 3, вращающейся вокруг точки О1. Профиль резцов соответствует профилю зубьев производящего колеса. Проходя на участке А А 1 они имитируют один зуб производящего колеса.
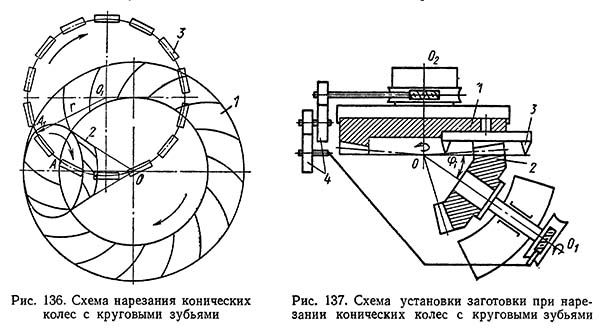
Схема нарезания колес с круговыми зубьями
При обработке колес с круговыми зубьями необходимо осуществить следующие формообразующие движения:
- а) главное движение — вращение резцовой головки вокруг точки 01;
- б) движение обката — согласованное вращение люльки (производящего колеса) и заготовки;
- в) движение деления — поворот заготовки на обработку следующего зуба.
Согласованность вращения люльки 1 (рис. 137) и заготовки 2 достигается сменными колесами 4, рассчитываемыми в зависимости от числа зубьев нарезаемого колеса. Вершины резцов 3 должны передвигаться по образующей внутреннего конуса нарезаемого колеса, для этого колесо необходимо установить под углом φ внутреннего конуса к плоскости, в которой передвигаются вершины резцов.
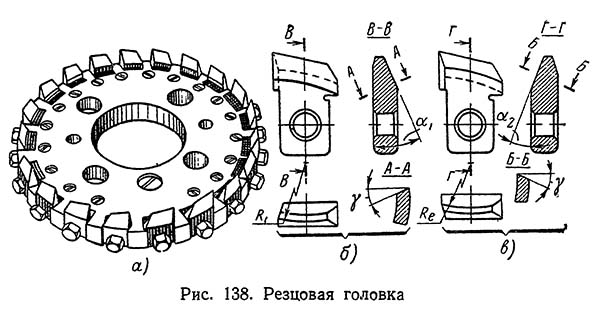
Резцовая головка для нарезания колес с круговыми зубьями
Заготовка должна устанавливаться относительно центра станка в правильное положение. Центром станка называется точка, в которой пересекаются горизонтальная ось ОО2 люльки, ось ОО1 шпинделя бабки и вертикальная ось О поворотного стола. Через центр стола должна проходить плоскость, в которой передвигаются вершины резцов головки, и с центром стола должна совпадать вершина начального производящего конуса нарезаемого колеса.
Резцовая головка (рис. 138, а) выполняется в виде диска с пазами, в которые вставляются и крепятся резцы перпендикулярно торцовой плоскости диска. Резцы бывают наружные (рис. 138, б) и внутренние (рис. 138, в).
Кроме того, резцы подразделяются на праворежущие и леворежущие, отличающиеся только расположением режущих кромок.
Конические колеса с круговым зубом нарезаются на станках 527, 5П23А, 525, 528С 5А27С1 и др.
 3) Обзор зубообрабатывающих станков.
3) Обзор зубообрабатывающих станков.
Зубообрабатывающие станки предназначены для обработки зубчатых колёс, червяков и зубчатых реек. В зависимости от применяемого инструмента различают зубофрезерные, зубодолбёжные, зубострогальные, зубоотделочные (зубошевинговальные, зубошлифовальные, зубохонинговальные, зубопритирочные, зубообкаточные и зубозакругляющие) станки.
На зубообрабатывающих станках осуществляют: черновую обработку зубьев, чистовую обработку зубьев, приработку зубчатых колёс, доводку зубьев, закругление торцов зубьев.
Согласно принятой в отечественном станкостроении классификации металлорежущих станков каждая модель станка обозначается шифром, состоящим из нескольких цифр в сочетании с буквами.
Первая цифра шифра обозначает группу, к которой относится станок. Так, зубообрабатывающие станки Относятся к 5-й группе, поэтому первой цифрой в шифре зубообрабатывающих станков является цифра 5.
Вторая цифра в шифре станка характеризует его тип.
Группа зубообрабатывающих станков подразделяется на девять типов: 1 - зубодолбежные и зубострогальные станки для обработки цилиндрических колес; 2 - зубострогальные и зуборезные станки для конических колес; 3 - зубофрезерные станки для цилиндрических и червячных колес; 4 - зубофрезерные станки для червячных колес; 5 - станки для обработки торцов зубьев (зубозакругляющие, зубофасочные); 6 - резьбообрабатывающие станки (для обработки червяков); 7-зубоотделочные (шевинговальные, зубопритирочные), контрольно-обкатные и обкатные станки; 8 - зубошлифовальные станки; 9 - зубохонинговальные и другие зубообрабатывающие станки.
Буква, стоящая после первой цифры шифра, указывает на то, что данная модель станка модернизирована. Последняя буква шифра обозначает, что данная модель является модернизацией базовой модели и имеет специальные изменения для выполнения определенных работ.
В зависимости от уровня точности нарезаемых зубчатых колес станки разделены на следующие классы точности: Н - нормальной точности; П - повышенной точности; В - высокой точности; А - особо высокой точности; С - особо точный. Цилиндрические зубчатые колеса можно изготовлять 6-8-й степени точности - на станках нормальной точности, 3-4-й степени - на станках повышенной точности, червячные колеса - на станках свыше З-й степени точности.
Назначение, классификация и область применения. Пятая группа станков включает все многообразие зубообрабатывающнх станков, а также специальные резьбообрабатывающие станки. Для обработки зубьев колес используются фрезерование, строгание, долбление, протягивание, точение, шлифование и другие технологические методы, что обычно отражается в названии станка.
В основу классификации зубообрабатывающнх станков положены вид зубчатого колеса, технологический метод резания, назначение обработки (образование зубьев, их отделка) и ряд других признаков.
Приведем основные типы станков для обработки зубьев в соответствии с классификацией ЭНИМС. 1. Зубодолбежные станки для обработки по методу обкатки зуборезным долбяком цилиндрических колес, а также зубчатых секторов внутреннего и внешнего зацепления с прямым, косым или винтовым зубом. Они отнесены к первому типу. Это мод. 5107, 5В150, 511.1 и другие полуавтоматические станки. В парке зуборезных станков они составляют более 20%
2. Ко второму типу относятся зуборезные станки для обработки конических колес. По методу обкатки зуборезной головкой обрабатываются круговые зубья на станках мод. 525, 5Б231 и др. Прямозубые колеса получают на зубострогальных станках мод. 5А250, 5282, 5А283 и др. По методу кругового протягивания каждой впадины работает зубопро-тяжный станок мод. 5245 для обработки конических прямозубых колес в условиях массового производства. Зубофрезерные станки мод. 5П23, 5230 и др. применяют для обработки двумя дисковыми фрезами конических прямозубых колес по методу обкатки. За один цикл обрабатываются обе стороны профиля зуба модулем до 8 мм.
3. Зубофрезерные станки для обработки по методу обкатки червячной фрезой цилиндрических прямозубых и косозубых колес, червячных колес в условиях единичного, серийного и массового производства. Они относятся к третьему типу и составляют около 50% зуборезного оборудования. К ним относятся мод. 530П, 5К32, 5А342, 5300 и др. На некоторых моделях можно работать и пальцевыми модульными фрезами по методу копирования, обрабатывая шевронные зубья. Согласно специфике процесса нарезания эти станки относятся к полуавтоматическим. На станках этого типа нарезаются шлицы на валах, так же как на обычных зуборезных и специальных шлицефрезерных станках (мод. 5350, 5350Б и др.).
4. Зубофрезерные станки для обработки червячных колес работают только по методу обкатки. Как и станки для обработки реек, их относят к четвертому типу (хотя станки для обработки реек могут работать как фрезой по методу копирования, так и зуборезным долбяком). Примером станков этого типа являются мод. 5412, 5414 и др.
5. Станки для обработки торцов зубьев относятся к пятому типу и позволяют обрабатывать фаски, снимать заусенцы или закруглять торцы зубьев. К этим станкам относятся мод. 5525, 5Н580, 5А580 и др.
6. Шестой тип станков пятой группы включает рсзьбообрабатывающе станки, например мод. 5К63 и др.
7. Зубоотделочные станки относятся к седьмому типу зубообрабатывающих станков. Это зубошевинговальные станки (мод. 5702, 5717 и др.), зубопритирочные (мод. 5П725) и др. Сюда же относятся контрольно-обкатные станки мод. 5А725, 5А726, 5Б725 и др. для контроля пятна контакта, бокового зазора и уровня шума.
8. Зубо- и резьбошлифовальные станки относятся к восьмому типу. К нему также относятся станки для шлифования цилиндрических колес мод. 5В830, 5891, 5831 и др.
9. К девятому типу относятся разные зубо- и резьбообрабатывающие станки, например зубохонинговальные (мод. 5913) и т. и.
Список литературы:
Черпаков Б.И. Технологическое оборудование машиностроительного производства: учебник для студентов учреждений сред. проф. образования / Б.И. Черпаков, Л.И. Вереина. – 3-е изд., ипр. – М.: Издательский центр «Академия», 2015. – 416с.
Задание по теме 3.7.2:
Написать конспект лекции, по трём пунктам: