Сваркой под флюсом называется дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от контакта с воздухом.
Особенностью процесса дуговой сварки под флюсом является применение непокрытой сварочной проволоки и гранулированного (зернистого) флюса. Сварку ведут закрытой дугой, горящей под слоем флюса в пространстве газового пузыря, образующегося в результате выделения паров и газов в зоне дуги. Сверху сварочная зона ограничена пленкой расплавленного шлака, снизу – сварочной ванной. Среда в сварочной зоне является наиболее благоприятной с точки зрения защиты металла от взаимодействия с воздухом. По мере сварки давление газов и паров в пузыре возрастает. Наступает момент, когда пленка расплавленного шлака прорывается и избыток газов удаляется в окружающую атмосферу. Такой процесс удаления газов периодически повторяется.
Сварка под флюсом является одним из основных способов выполнения сварочных работ в промышленности и строительстве. Она существенно изменила технологию изготовления сварных изделий. По степени механизации процесса различают автоматическую и механизированную сварку под флюсом. Для получения качественных сварных швов взамен электродных покрытий применяют гранулированное вещество, называемое флюсом.
Автоматическая сварка под флюсом производится при помощи автоматической установки (сварочная головка или сварочный трактор). Эта установка подает электродную проволоку и флюс в зону сварки, перемещает дугу вдоль свариваемого шва и поддерживает ее горение.
Принципиальная схема автоматической сварки под флюсом выглядит следующим образом (рис. 82):
|
|
• электродная проволока подается в зону сварки;
• кромки свариваемого изделия в зоне сварки покрываются слоем флюса, подаваемого из бункера;
• толщина слоя флюса составляет 30–50 мм;
• сварочный ток подводится от источника тока к электроду через токоподводящий мундштук, находящийся на небольшом расстоянии от конца электродной проволоки, благодаря чему при автоматической сварке можно применять большие сварочные токи;
• дуга возбуждается между свариваемым изделием и электродной проволокой.
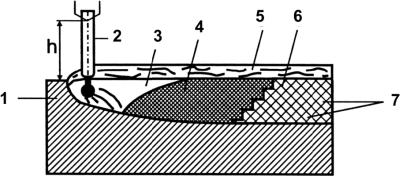
Рис. 82. Плавильное пространство при сварке под флюсом:
1 – основной металл; 2 – электродная проволока; 3 – передняя часть сварочной ванны; 4 – хвостовая часть сварочной ванны (жидкий металл); 5 – флюс; 6 – закристаллизировавшийся сварочный шов; 7 – границы кристалилизационных слоев; h – вылет электрода
При горении дуги образуется ванна расплавленного металла, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом. Нерасплавившийся флюс отсасывается шлангом обратно в бункер. Пары и газы, образующиеся в зоне дуги, создают вокруг нее замкнутую газовую полость. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки.
У основания дуги (в кратере) сохраняется лишь тонкий слой металла. В таких условиях обеспечивается глубокий провар основного металла. Так как дуга горит в газовой полости, закрытой расплавленным шлаком, то значительно уменьшаются потери теплоты и металла на угар и разбрызгивание. По мере перемещения дуги вдоль разделки шва наплавленный металл остывает и образует сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва.
|
|
Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва.
Автоматическую сварку под флюсом отличают следующие преимущества:
1. Высокая производительность, превышающая ручную сварку в 5–10 раз. Она обеспечивается применением больших токов, более концентрированным и полным использованием теплоты в закрытой зоне дуги, снижением трудоемкости за счет автоматизации процесса сварки.
2. Высокое качество сварного шва вследствие защиты металла сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака.
3. Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20–30 %, в то время как при автоматической сварке под флюсом они не превышают 2–5 %.
4. Экономия электроэнергии за счет более полного использования теплоты дуги по сравнению с ручной сваркой. Затраты электроэнергии при автоматической сварке уменьшаются на 30–40 %. Кроме того, при автоматической сварке условия труда значительно лучше, чем при ручной сварке: дуга закрыта слоем шлака и флюса, выделение вредных газов и пыли значительно снижено, поэтому нет необходимости в защите зрения и лица сварщика от воздействия излучений дуги, а для вытяжки газов достаточно естественной вытяжной вентиляции.
|
|
Но автоматическая сварка имеет и свои недостатки. Это, прежде всего, ограниченная маневренность сварочных автоматов и производство сварки главным образом в нижнем положении.
Сварочные флюсы
Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.
Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а следовательно, и его механические свойства. По способу изготовления флюсы делятся на плавленые и неплавленые.
Плавленые флюсы являются основными при автоматической сварке металла. Флюсы типов АН–348–А, АН–348–АМ, АН–348–В, АН–348–ВМ, ОСЦ–45, ОСЦ–45М, АН–60 и ФЦ–9 предназначены для механической сварки и наплавки углеродистых и низколегированных сталей углеродистой и низколегированной сварочной проволокой.
• Флюс марки АН–8 применяют при электрошлаковой сварке углеродистых и низколегированных сталей и сварке низколегированных сталей углеродистой и низколегированной сварочной проволокой.
• Флюсы марок АН–15М, АН–18, АН–2 °C, АН–2 °CМ и АН–20П служат для дуговой автоматической сварки и наплавки высоколегированных и среднелегированных сталей.
• Флюс марки АН–22 предназначен для электрошлаковой сварки и дуговой автоматической наплавки и сварки низко– и среднелегированных сталей.
• Флюсы АН–26С, АН–26СП и АН–26П применяют при автоматической и полуавтоматической сварке нержавеющих, коррозионно-стойких и жаропрочных сталей.
• Флюсы марок АН – 17М, АН–43 и АН–47 предназначены для дуговой сварки и наплавки углеродистых, низко– и среднелегированных сталей повышенной и высокой прочности.
Нормальные флюсы содержат зерна размером 0,35–3 мм. Флюсы мелкой грануляции состоят из зерен размером 0,25–1,0 мм и в обозначении марки имеют конечную букву М.
Плавленые флюсы получают сплавлением его составляющих компонентов:
1. Изготовление флюса включает следующие процессы: размалывание до необходимых размеров сырьевых материалов (марганцевая руда, кварцевой песок, мел, плавиковый шпат, глинозем и др.
2. Перемешивание их в определенных массовых соотношениях; плавка в газопламенных или электродуговых печах.
3. Грануляция с целью получения флюса определенных размеров зерен.
Грануляцию производят выпуском расплава флюса в воду, где он остывает и растрескивается на мелкие частицы. Затем флюс сушат в барабанах или сушильных шкафах и просеивают через сито на фракции. В состав этих флюсов в качестве основных компонентов входят марганец в виде оксида марганца и кремний в виде кремнезема.
Марганец, обладая большим сродством к кислороду, восстанавливает содержащиеся в наплавляемом металле оксиды железа. Кроме того, образуя сульфид MnS, марганец способствует удалению серы в шлак. При сварке низкоуглеродистых и низколегированных сталей высокомарганцовистые флюсы легируют металл шва.
Кремний способствует снижению пористости металла шва, так как подавляет процесс образования оксида углерода, который является одной из основных причин образования пор в наплавленном металле. Кремний также является хорошим раскислителем, но как легирующий элемент при сварке под флюсом имеет ограниченное применение.
Неплавленые флюсы представляют собой механическую смесь составляющих его материалов (кремнезем, марганцевая руда, плавиковый шпат, ферросплавы и др.). Их дробят, измельчают, дозируют и полученную смесь тщательно усредняют. Затем замешивают в строго определенных соотношениях с водным раствором жидкого стекла и, пропустив через гранулятор, получают шарообразные гранулы. Сырые гранулы поступают на сушку и прокалку.
Отсутствие плавки позволяет вводить в состав флюсов различные ферросплавы, металлические порошки, оксиды элементов и другие материалы. Эти вещества, участвуя в металлургических процессах сварки, значительно облегчают широкое легирование и раскисление наплавленного металла, улучшают структуру и снижают вредные примеси в металле шва. При этом используется более простая сварочная проволока из обычной низкоуглеродистой стали. Недостатком неплавленых флюсов является их большая гигроскопичность, требующая герметичности упаковки и более точного соблюдения режима сварки, так как он оказывает влияние на процесс легирования наплавленного металла.
Используются флюсы марок АНК–35 (для сварки низкоуглеродистых сталей низкоуглеродистой проволокой Св–08 и Св–08А), АНК–46 (для сварки низкоуглеродистых и низколегированных сталей), АНК–47 и АНК–30 (для сварки швов высокой хладостойкости), АНК–45 (для сварки высоколегированных сталей), АНК–40, АНК–18, АНК–19 (для наплавочных работ низкоуглеродистой сварочной проволокой Св–08 и Св–08А).
При применении наплавочных проволок эти флюсы дают слои наплавленного металла более высокой твердости. Флюс марки АНК–3, применяемый как добавка к флюсам марок АН–348А, ОСЦ–45, АН–60, повышает стойкость швов против образования пор.
Важным преимуществом неплавленых керамических флюсов является их относительно малая чувствительность к ржавчине, окалине и влаге на поверхности свариваемых кромок деталей по сравнению с плавлеными флюсами. Это особенно важно при строительно-монтажных работах.
Плавленые флюсы при сварке дают относительно небольшое количество легирующих примесей (только за счет восстановления из оксидов кремния и марганца). При этом появляются оксиды, способствующие образованию неметаллических включений, ухудшающих механические свойства металла. Поэтому для соответствующего легирования металла шва приходится применять дорогую легированную проволоку. Однако высокие технологические свойства плавленых флюсов (хорошая защита зоны сварки, хорошее формирование валиков, отделимость шлака и др.) и меньшая стоимость обеспечивают широкое применение их в сварочном производстве. При необходимости получения сварных швов высокого качества по ударной вязкости при низкой температуре, швов, стойких против образования пор и трещин, и некоторых других специальных швов керамические флюсы незаменимы.
К неплавленым флюсам также относятся магнитные флюсы. По технологии изготовления и применению они аналогичны керамическим флюсам. Кроме веществ, входящих в состав керамических флюсов, магнитный флюс содержит железный порошок, который не только придает ему магнитные свойства, но и способствует повышению производительности сварки.
Флюс подается через сопло дозирующим устройством автомата (или полуавтомата). Под действием магнитного поля сварочного тока флюс притягивается к зоне сварки. При этом обеспечиваются минимальный расход флюса и возможность качественной сварки вертикальных швов.