1. Максимальный размер стороны ПП не должен превышать 500 мм. Это ограничение определяется требованиями прочности и плотности монтажа.
2. Соотношения размеров сторон ПП для упрощения компоновки блоков и унификации размеров ПП рекомендуются следующие: 1:1, 2:1, 3:1, 4:1, 3:2, 5:2 и т.д.
3. Выбор материала ПП, способа ее изготовления, класса плотности монтажа должны осуществляться на стадии эскизного проектирования, так как эти характеристики определяют многие электрические параметры устройства..
4. При разбиении схемы на слои следует стремиться к минимизации числа слоев. Это диктуется экономическими соображениями.
5. По краям платы следует предусматривать технологическую зону шириной 1,5-2,0 мм. Размещение установочных и других отверстий, а также печатных проводников в этой зоне не допускается.
6. Все отверстия должны располагаться в узлах координатной сетки. В крайнем случае, хотя бы первый вывод микросхемы должен располагаться в узле координатной сетки.
7. На печатной плате должен быть предусмотрен ориентирующий паз (или срезанный левый угол) или технологические базовые отверстия, необходимые для правильной ориентации платы.
8. Печатные проводники следует выполнять минимально короткими.
9. Прокладка рядом проводников входных и выходных цепей нежелательно во избежание паразитных наводок.
10. Проводники наиболее высокочастотных цепей прокладываются в первую очередь и имеют благодаря этому наиболее возможно короткую длину.
11. Заземляющие проводники следует изготовлять максимально широкими.
Конструктивные особенности ПП. Ширину печатных проводников рассчитывают и выбирают в зависимости от допустимой токовой нагрузки, свойств токопроводящего материала, температуры окружающей среды при эксплуатации. Края проводников должны быть ровными, проводники без вздутий, отслоений, разрывов, протравов, пор, крупнозернистости и трещин, так как эти дефекты влияют на сопротивление проводников, плотность тока, волновое сопротивление и скорость распространения сигналов.
|
|
Расстояние между элементами проводящего рисунка, расположенными на наружных или в соседних слоях ПП, зависит от допустимого рабочего напряжения, свойств диэлектрика, условий эксплуатации и связано с помехоустойчивостью, искажением сигналов и короткими замыканиями.
Координатная сетка чертежа ПП необходима для координации элементов печатного рисунка. В узлах пересечений сетки располагаются монтажные и переходные отверстия. Основным шагом координатной сетки принят размер 0,5 мм в обоих направлениях. Если этот шаг не удовлетворяет требованиям конкретной конструкции, можно применять шаг, равный 0,05 мм. При использовании микросхем и элементов с шагом выводов 0,625 мм допускается применение шага координатной сетки 0,625 мм. При использовании микросхем зарубежного производства с расстояниями между выводами по дюймовой системе допускается использование шага координатной сетки, кратного 2,54 мм.
Диаметры монтажных и переходных отверстий (металлизированных и неметаллизированных) должны выбираться из ряда 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; U; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,1; 2,2; 2,3; 2,4;2,5; 2,6; 2,7; 2,8; 3,0. Монтажные отверстия предназначены для установки микросхем и ЭРЭ, а переходные отверстия для электрической связи между слоями или сторонами ПП.
|
|
Размеры ПП, если они специально не оговорены в ТЗ, определяются с учетом количества устанавливаемых элементов, их установочных площадей, шага установки, зон установки разъема и пр. Соотношение линейных размеров сторон ПП должно составлять не более 3:1.
Кривизна ПП (цилиндрическое или сферическое искривление основания) может появиться в результате воздействия высокой температуры и влажности. Допустимое значение изгиба ПП на длине 100 мм составляет для ОПП и ДПП 1,5 мм; для МПП - 2,0 мм.
 Допустимая плотность тока для ОПП, ДПП и наружных слоев МПП - 20 А/мм2; для внутренних слоев МПП - 15 А/мм2. Допустимое рабочее напряжение между элементами проводящего рисунка, расположенными в соседних слоях ПП и ГПК, зависит от материала основания печатной платы и не должно превышать значений, указанных в таблице слева.
Допустимая плотность тока для ОПП, ДПП и наружных слоев МПП - 20 А/мм2; для внутренних слоев МПП - 15 А/мм2. Допустимое рабочее напряжение между элементами проводящего рисунка, расположенными в соседних слоях ПП и ГПК, зависит от материала основания печатной платы и не должно превышать значений, указанных в таблице слева.
Допустимые рабочие напряжения между элементами проводящего рисунка, расположенными на наружном слое ПП, зависят от материала основания ПП, условий эксплуатации и не должны превышать следующих значений (см. в таблице ниже).
| Расстояние между элементами проводящего рисунка, мм | Значения рабочего напряжения, В | |||||||
| Нормальные условия | Относительная влажность (93±3)% при 40+2 °С в течение 48 ч | Пониженное атмосферное давление | ||||||
| 400 мм рт. ст. | 5 мм рт. ст. | |||||||
| ГФ | СФ | ГФ | СФ | ГФ | СФ | ГФ | СФ | |
| От 0,1 до 0,2 | — | — | — | — | ||||
| От 0,2 до 0,3 | ||||||||
| От 0,3 до 0,4 | ПО | |||||||
| От 0,4 до 0,7 | ПО | |||||||
| От 0,7 до 1,2 | ||||||||
| От 1,2 до 2,0 | ||||||||
| От 2,0 до 3,5 | ПО | |||||||
| От 3,5 до 5,0 | ||||||||
| От 5,0 до 7,5 | ||||||||
| От 7,5 до 10,0 | ||||||||
| От 10,0 до 15,0 |
Классы точности ПП. Отечественным стандартом ГОСТ 23751-86 предусматривается пять классов точности (плотности рисунка) ПП (см. таблицу). Выбор класса точности определяется достигнутым на производстве уровнем технологического оснащения. В КД должно содержаться указание на необходимый класс точности ПП.
|
|

Платы первого и второго классов точности просты в изготовлении, дешевы, не требуют для своего изготовления оборудования с высокими техническими показателями, но не отличаются высокими показателями плотности компоновки и трассировки.
Для изготовления плат четвертого и пятого классов требуется специализированное высокоточное оборудование, специальные материалы, безусадочная пленка для изготовления фотошаблонов, идеальная чистота в производственных помещениях, вплоть до создания "чистых" участков (гермозон) с кондиционированием воздуха и поддержанием стабильного температурно-влажностного режима. Технологические режимы фотохимических и гальвано-химических процессов должны поддерживаться с высокой точностью.
Массовый выпуск плат третьего класса освоен основной массой отечественных предприятий, поскольку для их изготовления требуется рядовое, хотя и специализированное оборудование, требования к материалам и технологии не слишком высоки.
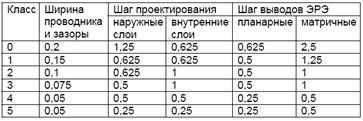 Зарубежными стандартами установлена другая классификация точности ПП. Эта классификация увязана с шагом проектирования и шагом расположения контактов компонентов. В таблице можно видеть, что из элементов печатного рисунка нормированы только ширина проводника и зазоры. Что касается самой точности, то оказывается, что платы самого грубого нулевого класса по точности превосходят платы массового отечественного третьего класса. Данные по шагам проектирования и шагу выводов связывают точность плат с применяемой компонентной базой, в частности, с типами корпусов ИМ.
Зарубежными стандартами установлена другая классификация точности ПП. Эта классификация увязана с шагом проектирования и шагом расположения контактов компонентов. В таблице можно видеть, что из элементов печатного рисунка нормированы только ширина проводника и зазоры. Что касается самой точности, то оказывается, что платы самого грубого нулевого класса по точности превосходят платы массового отечественного третьего класса. Данные по шагам проектирования и шагу выводов связывают точность плат с применяемой компонентной базой, в частности, с типами корпусов ИМ.
Размеры печатных плат. В общем случае типоразмеры ПП выбираются исходя из требований двух направлений - функционального и технологического.
Требования функционального направления в конструктивном плане выражаются плотностью компоновки, зависящей от размеров и количества корпусов микросхем и вида монтажа активных и пассивных связей электрической схемы. Требования технологического направления определяют ограничения типоразмеров с точки зрения технологических возможностей и эффективности производства заготовок, разрешающей способности фотолитографии, механической прочности, возможностей систем автоматизированного проектирования.
Требования к размерам ПП регламентированы отечественными и зарубежными стандартами, наиболее распространенные из которых фактически стали международными. Отечественный стандарт ГОСТ 10317-79 устанавливает следующие требования к размерам ПП:
1) предельный размер стороны не более 470 мм;
2) размеры сторон должны быть кратны:
• 2,5 мм при длине стороны не более 100 мм;
• 5,0 мм при длине стороны не более 350 мм;
• 10,0 мм при длине стороны более 350мм;
3) соотношение сторон не более 3:1;
4) шаг координатной сетки должен составлять 0,5 мм, 1,25 или 2,5 мм.
Последнее требование устарело, поскольку появились компоненты с шагом, меньшим 0,5 мм, и применяются зарубежные компоненты с шагом в долях дюйма. Отметим также, что САПР ACCEL P-CAD 2000/2001 даже при настройке на метрическую систему единиц использует внутреннее дюймовое представление всех размеров, округляя при выводе данных до миллиметрового размера с точностью в 0,001 мм. Точность позиционирования рабочих органов современных станков ЧПУ не препятствует использованию такой процедуры в САПР.
Габаритные, установочные и присоединительные размеры ПП обычно координируются с той или иной системой базовой несущей конструкции (БНК). Известно множество систем БНК, и все они предполагают прямоугольную форму плат всех типов и размеров. Лишь в исключительных, технически обоснованных случаях допускается отступать от прямоугольной формы, применяясь к конкретным условиям установки и эксплуатации функционального узла.
Из "европейских" стандартов, нашедших широкое применение в отечественной практике, отметим два стандарта Международной электротехнической комиссии: стандарт МЭК 297 (ТЕС 297-3), и так называемый метрический стандарт МЭК 917 (IEC 917-2-2), который, по мысли его авторов, должен заменить стандарт МЭК 297.
Стандарт МЭК 297 носит название 19-дюймового, по размеру ширины передней панели базового модуля 2-го уровня. Геометрические размеры печатных плат в стандарте представляют гибрид метрических и дюймовых размеров. Базовый размер печатной платы составляет 100x100 мм. Единица приращения размера по высоте равна 1,75″=44,45 мм. Этой величине кратна высота передних панелей блоков. Значение этой кратности входит в обозначение ПП, хотя самого этого размера на плате нет. Единица приращения размера в длину (глубину) составляет 60 мм. Единица кратности по ширине передней панели составляет 0,2″=5,08 мм.
Существует отечественный стандарт ГОСТ 28601.3-90, в котором ряд типоразмеров для плат и других элементов конструкции модулей РЭА полностью соответствует стандарту МЭК 297. Четыре типоразмера плат из этого ряда образуют ряд унифицированных типовых конструкций УТК-2 и получили в отечественной практике название "Европлата". Под эти платы поставляются также все остальные конструктивные элементы БНК.
Маркировка ПП подразделяется на обязательную и дополнительную. К обязательной маркировке относится обозначение ПП по ГОСТ 2.201-80 ("децимальный номер") или какой-либо условный шифр, даты изготовления и номера версии фотошаблона, а также технологические маркеры, вводимые в фотошаблон изготовителем платы. Дополнительная маркировка содержит обозначение заводского номера платы или партии плат, обозначение контуров мест установки и позиционные обозначения компонентов и другую информацию, служащую для удобства монтажа, регулировки и эксплуатации модуля.
Часть маркировки может быть выполнена травлением, одновременно с проводниками, но для этого на плате должно быть свободное место. При выполнении проекта средствами САПР маркировочные знаки, выполняемые травлением в слоях проводников, получают статус цепей, не имеющих подключенных компонентов, и САПР выдает сообщения об ошибках. Тем не менее, такая маркировка применяется для обозначения номера чертежа ПП или ее шифра, с тем, чтобы в массовом производстве можно было идентифицировать платы, поступающие с операций химической обработки, когда на них еще нет другой маркировки. Высота символов маркировки должна быть не менее 2,5 мм.
Дефицит свободного места на ПП не мешает выполнять маркировку способами офсетной печати (сеткографии, шелкографии и т.п.). Маркировка лишь не должна попадать на места пайки.
Проектирование рисунка проводников ПП. Искусство проектирования контактных площадок на ПП (знакоместа) связано с необходимостью обеспечения заданной плотности узла, что предполагает минимизацию топологии знакоместа. В то же время проектирование должно допускать оптимизацию рисунка коммутации и упрощать проектирование устройств путем, например, уменьшения количества слоев ПП и числа используемых межслойных переходов, а также повышать выход годных изделий в процессе изготовления.
Проектирование топологии знакомест обычно состоит из трех отдельных этапов: разработки рисунка контактных площадок, разработки рисунка для маскирующего покрытия и рисунка трафарета для нанесения припойной пасты.
Основное ограничение, налагаемое на ПП при поверхностном монтаже компонентов, связано с достижимым уровнем разрешения главных размеров - шага контактных площадок, шага «контактная площадка - коммутирующая дорожка» и шага коммутирующих дорожек. При малом шаге припойные площадки могут соединяться между собой перемычками припоя. С целью минимизации перемычек размер самих контактных площадок можно уменьшить, но для формирования надежного соединения необходимо, чтобы контактная площадка выступала из-под корпуса компонента на некоторое минимальное расстояние. В этом случае смачиваемые припоем поверхности будут иметь достаточную площадь для образования мениска (или галтели) припоя. Следует избегать попадания адгезива, используемого для фиксации компонентов при сборке, на контактные площадки знакомест компонентов.
Паяемость является ключевым аспектом проектирования для обеспечения воспроизводимости технологического процесса. Наибольшее влияние на выход годных плат во время первичных отбраковочных испытаний оказывает частота появления дефектов в процессе пайки и очистки. Сам по себе процесс пайки оплавлением дозированного припоя не порождает дефектов, они могут возникнуть, например, вследствие неоптимального проектирования топологии платы и в процессе нанесения припойной пасты через трафарет.
Проектирование контактных площадок для компонентов на ПП зависит от технологии пайки узла. В этом отношении пайка волной припоя и пайка расплавлением дозированного припоя существенно отличаются друг от друга.
Пайка волной припоя применима только к компонентам, монтируемым на поверхность и устанавливаемым с нижней стороны платы, которые могут выдержать погружение в ванну с припоем. Применение пайки волной припоя для поверхностных компонентов ограничивается из-за эффекта затенения корпусами компонентов контактных площадок, подвергаемых пайке. Для устранения эффекта затенения требуется увеличение топологических размеров знакомест компонентов, например в направлении движения ПП через ванну с припоем. То есть плотность компоновки платы (узла) зависит от типа применяемого процесса пайки.
Ориентация компонентов не менее важна для эффективной пайки волной припоя некоторых классов приборов. Лучшие результаты наблюдаются в том случае, когда продольная ось корпуса параллельна направлению движения платы при пайке. Такая ориентация способствует уменьшению образования перемычек из припоя. Этому также способствует, как показала практика, создание дополнительной, неиспользуемой пары площадок на конце посадочного места корпуса компонента в направлении движения платы. Эти площадки действуют как «ловушки припоя», препятствующие его накапливанию на концевых площадках по-
садочного места компонента. Простые корпуса типа SO или прямоугольные могут быть ориентированы параллельно или перпендикулярно потоку волны.
При пайке оплавлением дозированного припоя требуется повышенная точность позиционирования компонентов и нанесения припойной пасты при повышенной плотности монтажа. Надо учитывать эффект скольжения компонента по расплавленному припою. Этот эффект является результатом действия сил поверхностного натяжения жидкого припоя (при оплавлении), которые стремятся затянуть компонент в центр припойной площадки, что обычно приводит к необходимости повышения точности позиционирования компонента.
По этой же причине важно, чтобы контактные площадки были одинаковы по форме и размерам, особенно для чип-компонентов. В противном случае неравенство сил поверхностного натяжения на каждой контактной площадке будет способствовать смещению компонента с установленной позиции. Если длина контактных площадок значительно превышает их ширину, то компонент может сдвинуться и занять только одну из них, что приводит к образованию разомкнутой электрической цепи. В случае, когда площадки слишком широки, компонент может легко потерять требуемую ориентацию. Существуют также специфические проблемы, которые могут возникать, когда контактные площадки под чип-компонент соединяются одна с другой. Если большая контактная площадка спроектирована в виде одного топологического элемента, то во время пайки оплавлением дозированного припоя каждый компонент будет притягиваться к центру этой площадки вследствие большей величины сил поверхностного натяжения припоя. Целесообразнее вместо одной большой площадки проектировать две меньшего размера, соединенных узкой коммутирующей дорожкой, что ограничивает количество аккумулируемого припоя.
При необходимости повышение величины коммутируемых токов рекомендуется увеличивать число дорожек, а не увеличивать ширину одной дорожки, поскольку для широкой коммутирующей дорожки вероятны аккумулирование припоя под компонентом и смещение компонента. Если разводка коммутации под компонентом все же необходима, одну широкую дорожку следует разделять на несколько параллельных меньшей ширины. Нежелательный эффект скольжения может проявиться также тогда, когда два параллельных чип-компонента расположены очень близко друг к другу. В процессе пайки скользящий компонент может фактически вступить в контакт с припоем под корпусом соседнего компонента. Зазор не менее 0,635 мм, а еще лучше 1,27 мм, уменьшает вероятность этого скольжения.
Хороший практический результат дает соединение между собой зон больших контактных площадок с помощью узких или зауженных коммутирующих дорожек. Это относится к контактным площадкам, соединенным со сквозными межслойными переходами, которые в противном случае могут быть обеднены припоем.
Расчет электрических параметров ПП. Печатные проводники проходят на достаточно близком расстоянии друг от друга и имеют относительно малые линейные размеры сечения. С увеличением быстродействия РЭА все большее значение приобретают вопросы учета параметров проводников и высокочастотных связей между ними.
Сопротивление проводника определяется выражением
R=rl/(bd),
где: r - удельное объемное электрическое сопротивление проводника; l - длина проводника; b - ширина проводника; d - толщина проводника.
Величина r различается для проводников, изготовленных различными методами. Так, для медных проводников, полученных электрохимическим осаждением, r равно 0,02-0,03 мкОм/м, а для медных проводников, полученных методом химического травления r равно примерно 0,0175 мкОм/м.
Постоянный ток в проводниках. Величина тока в печатных проводниках определяется, в первую очередь, ограничением на максимально допустимую плотность тока для конкретного материала g. Для медных проводников, полученных электрохимическим осаждением g равна около 20 А/мм2, и около 30 А/мм2 для проводников, полученных методом химического травления фольги. Исходя из этого, допустимый ток в печатных проводниках определяется как
I = 10-3 gbd,
а ширина должна отвечать следующему условию:
b ³ 103 I/(gd).
Падение напряжения на печатных проводниках определяется как:
DU = r[l/(bd)].
Переменный ток в печатных проводниках. В отличие от постоянного тока распределение переменного тока в печатных проводниках происходит неравномерно. Это обусловлено наличием поверхностного эффекта, возникающего при протекании по проводнику высокочастотного переменного тока.
При этом внутри проводника образуется магнитное поле, приводящее к возникновению индукционного тока, взаимодействующего с основным. Вследствие этого происходит перераспределение тока по сечению проводника, и в результате его плотность в периферийных областях сечения возрастает, а ближе к центру уменьшается. На высоких частотах ток во внутренних слоях проводника уменьшается практически до нуля.
Емкости. Емкость (пф) между двумя параллельными печатными проводниками одинаковой ширины b (мм), расположенными на одной стороне платы определяется как
C = 0.12 el/{lg[2a/(b+d)]},
где: l - длина участка, на котором проводники параллельны, мм; e - диэлектрическая проницаемость среды; a - расстояние между параллельными проводниками.
Емкость (пф) между двумя параллельными проводниками шириной b (мм), расположенными по обе стороны печатной платы с толщиной диэлектрика а (мм) определяется как
C = 0,008842 e l b/a [1+a/(pb) (1+lg(2pb/a))].
Приведенные выражения позволяют произвести оценку емкости (пф) печатных проводников с точностью ±(20-30)%.
На высоких частотах возникает необходимость оценивать индуктивность и взаимную индуктивность печатных проводников.
Тест-контроль печатных плат. Большинство проблем, связанных с тест-контролем в процессе изготовления изделия и на более поздних стадиях его жизненного цикла, становятся решаемыми, если им уделяется достаточное внимание на этапе проектирования устройств.
Техника поверхностного монтажа требует прецизионных технологических процессов, поскольку ремонт изделий на порядок сложнее и дороже, чем в случае традиционной технологии. Это предполагает высокое качество сборки, распознавание видов и причин появления дефектов на различных технологических переходах для оперативного исправления брака. Анализ дефектов обычно включает статистическую обработку результатов контроля параметров качества, выдаваемых функциональными испытательными системами. Даже если выход годных плат по результатам предварительных испытаний составляет 90% и более, все равно необходимо предусмотреть возможность внутрисхемного контроля для обеспечения эксплуатационной надежности этих изделий.
Исходя из экономических соображений, предварительные испытания должны быть функциональными, а последующие, внутрисхемные испытания должны проводиться выборочно и включать анализ дефектов на бракованных платах. Несмотря на то, что внутрисхемный контроль, судя по прогнозам, будет играть второстепенную роль, он все еще продолжает оставаться неотъемлемой частью технологического процесса, поскольку именно такой контроль позволяет осуществлять обратную связь «изделие - технологический процесс».
В сложных системах тестовые (испытательные) площадки, безусловно, снижают плотность монтажа, а также увеличивают затраты на испытательную оснастку и программное обеспечение процесса контроля. Выбранные тест-площадки должны обеспечивать контроль достаточного набора электрофизических параметров для оценки функциональной способности устройства с применением минимального количества площадок. Удачный выбор тест-площадок, не снижающих плотности монтажа, позволяет уменьшить до 40% затраты на испытания.
Основные рекомендации по проектированию тест-контроля можно представить следующим образом.
· Зондовый контакт контрольного приспособления должен осуществляться только с тестовыми площадками либо площадками межслойных переходов, а не с выводами компонентов.
· Нельзя осуществлять контроль с двух сторон платы. В случае необходимости вывода испытательной точки на требуемую поверхность платы следует использовать межслойные переходы.
· Площадь по периферии платы должна быть свободной. Для надежного прижима испытательной оснастки к плате достаточна свободная полоса шириной не менее 3 мм.
· Зондовые измерения не должны сосредоточиваться в одной зоне платы, поскольку плата может деформироваться во время испытаний под действием зондов.
· В современной практике минимальным расстоянием между двумя зондами считается размер 1,27 мм, что следует учитывать при проектировании топологии тест-площадок. Можно реализовать и меньшее расстояние, но за счет ощутимых дополнительных затрат на испытательную оснастку.
· Высота компонентов, установленных на плате со стороны зондирования, не должна превышать 6,35 мм.
· Допуски на размещение тест-площадок не должны превышать ±0,05 мм относительно направляющих технологических отверстий платы. Допуск на диаметр технологического отверстия платы составляет 0÷0,0762мм.
Автоматизация проектирования печатных плат. Высокая сложность современных схем приводит к необходимости автоматизации задач размещения, трассировки, расчета тепловых режимов, электромагнитного взаимодействия компонентов на печатной плате.
По существу, задача размещения и трассировки сводится к перебору (полному или частичному) возможных вариантов размещения соединяемых элементов и нахождения оптимального. Критерием оптимальности является минимальная сумма длин всех размещаемых на плате печатных проводников (либо более сложные целевые функции).
Содержание работы
1. Ознакомление с краткими теоретическими сведениями и анализ выданного варианта задания.
2. Подбор необходимых справочных данных.
3. Разработка вариантов конструкции.
4. Расчет параметров ПП.
5. Выбор метода изготовления печатной платы.