Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам:
род тока; полярность сварочного тока; вид сварочной дуги; вид электрода; степень механизации.
Таблица 1.1.3.1 − Технические и технологические признаки определяют способ сварки.
| Технические и технологические признаки сварки | Признаки способа сварки |
| Род тока | Постоянный (рис. 1С) Переменный (рис. 1С) |
| Полярность постоянного сварочного тока | Прямая (рис. 2С) Обратная (рис. 3С) |
| Вид сварочной дуги | Дуга прямого действия (рис. 5С, а;б). Дуга косвенного действия (рис. 5С, в). Трехфазная дуга (рис. 5С, г). |
| Вид электрода | Плавящийся электрод (рис. 5С, а) Неплавящийся электрод с использованием присадочного материала (с присадкой) (рис. 5С, б) и без него (без присадки) Покрытый электрод - плавящийся электрод для дуговой сварки, имеющий на поверхности покрытие, адгезионно связанное с металлом электрода. Электродная проволока - сварочная проволока для использования в качестве плавящегося электрода. |
| Степень механизации | Ручная сварка - сварка, выполняемая вручную Механизированная сварка - сварка, при которой подача плавящегося электрода или присадочного металла, или относительное перемещение дуги и изделия выполняются с помощью механизмов. Автоматическая сварка - сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе и по заданной программе |
| Сварка на переменном токе и постоянном токе прямой и обратной полярности. | |
| В зависимости от рода токаразличают сварку на переменном токе и сварку на постоянном токе | |
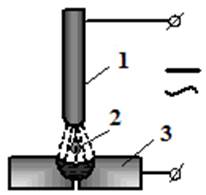 Рис. 1С–Схема сварки на переменном и постоянном токе
Рис. 1С–Схема сварки на переменном и постоянном токе
| Сварка на переменном токе (~); Сварка на постоянном токе (—). При сварке на постоянном токе дуга горит устойчивее, чем на переменном. |
| При сварке на постоянном токе различают сварку на прямой и обратной полярности | |
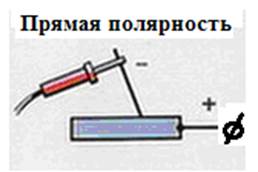 Рис. 2С– Схема сварки на постоянном токе прямой полярности
Рис. 2С– Схема сварки на постоянном токе прямой полярности
| Прямая полярность - полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки - к положительному. |
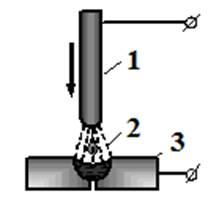
 Рис. 3С– Схема сварки на постоянном токе обратной полярности
Рис. 3С– Схема сварки на постоянном токе обратной полярности
| Обратная полярность - полярность, при которой электрод присоединяется к положительному полюсу источника питания дуги, а объект сварки - к отрицательному. |
| Влияние рода тока и полярности на глубину проплавления основного металла (рис. 4С) | |
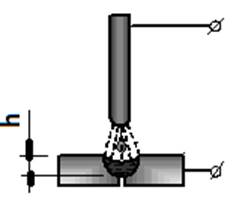 Рис. 4С–Влияние рода тока и полярности на глубину проплавления основного металла
Рис. 4С–Влияние рода тока и полярности на глубину проплавления основного металла
| h–глубина проплавления основного металла Глубина проплавления - наибольшая глубина расплавления основного металла в сечении шва или наплавленного валика. |
| При сварке на постоянном токе прямой полярности глубина проплавления hминимальна. При сварке на постоянном токе обратной полярности глубина проплавления h на 40- 50% больше, чем на постоянном токе прямой полярности. При сварке на переменном токе глубина проплавления h на 15 - 20% меньше, чем при сварке на постоянном токе обратной полярности. |
| Сварка плавящимся и неплавящимся электродом. Сварка дугой прямого и косвенного действия, сварка трехфазной дугой. | |
 а
а
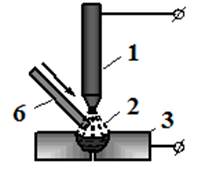
| Дуга прямого действия – дуга 2, при которой объект сварки 3 включен в цепь сварочного тока. Сварка плавящимся электродом (электрод расходуется в процессе сварки). При сварке плавящимся электродом формирование сварного шва происходит с участием как основного, так и электродного металла. Плавящийся электрод для дуговой сварки - металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом. Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. |
 б
б
| Дуга прямого действия – дуга 2, при которой объект сварки 3 включен в цепь сварочного тока. Сварка неплавящимся электродом (электрод не расходуется в процессе сварки) с использованием присадочного металла (6) и без него (с присадкой и без присадки). Неплавящийся электрод для дуговой сварки - деталь из электропроводного материала, включаемая в цепь сварочного тока для подвода его к сварочной дуге и не расплавляющаяся при сварке. При сварке неплавящимся электродом без присадки формирование сварного шва происходит только при участии основного металла. При сварке неплавящимся электродом с присадкой формирование сварного шва происходит с участием основного металла и материала присадки. |
 в
в
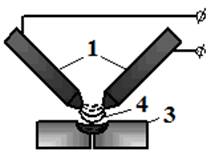
| Дуга косвенного действия – дуга 4 горит между двумя электродами 1, а свариваемое изделие 3 не включено в сварочную цепь (используется при сварке неэлектропроводных материалов, а также при необходимости уменьшить глубину проплавления основного металла, например, при наплавке) |
 г
г
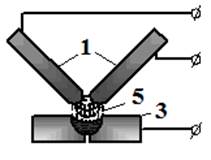
| Трёхфазная дуга - сварочная дуга, получающая питание от трёхфазной силовой сети. Трёхфазная дуга 5 горит между двумя электродами 1, а также между каждым электродом и основным металлом 3. Трёхфазная дуга для сварки изделий значительных толщин имеет преимущества по сравнению с однофазной дугой. Производительность сварки трёхфазной дугой в 2— 2,5 раза выше, чем производительность сварки однофазной дугой. |
| Рис. 5С Виды сварочной дуги и схемы сварки плавящимся и неплавящимся электродом: а –дуга прямого действия (сварка плавящимся электродом); б –дуга косвенного действия; в –трехфазная дуга; г – дуга прямого действия (сварка неплавящимся электродом с присадкой); 1 – электрод; 2 – дуга прямого действия; 3 – основной (свариваемый) металл; 4 – дуга косвенного действия; 5 – трехфазная дуга; 6 – присадочный материал (присадка). |
Вопросы для самоконтроля