Цель: изучить устройство и работу оборудования для розлива и упаковки жидких молочных продуктов.
ПЛАН:
1. Автомат для розлива молока в полиэтиленовые пакеты
2. Автомат для розлива молока в пакеты «Пюр-пак».
1.
Автомат марки М6-ОРЗ-Е предназначен для розлива жидких молочных продуктов в полиэтиленовые пакеты и укладки их в полимерные ящики.
Автомат (см.рис.) представляет собой одноручьевую установку и состоит из разливочного автомата и устройства для укладки пакетов в ящики.
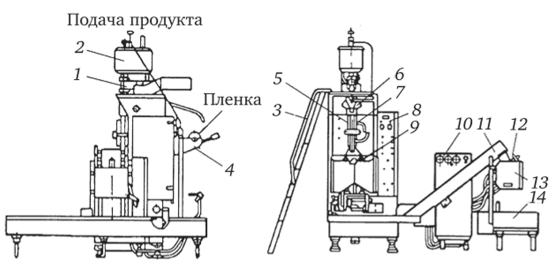
1 - поршневой дозатор; 2 – бункер (бак); 3 - лестница; 4 - рулонодержатель; 5 - отвод готовой продукции; 6 - рукавообразователь; 7 - механизм сварки продольного шва; 8,10 - шкаф электрооборудования; 9 - механизм сварки поперечного шва; 11 - транспортер пакетов; 12 - фотоэлемент счетного устройства; 13 - бункер; 14 - транспортер ящиков
Автомат состоит из следующих составных частей: станины с пневмоаппаратурой, трубы дозировочной, трубы формовочной, механизма поперечной сварки, лотка рулонодержателя, дозатора, шкафа электрооборудования, транспортера пакетов с бункером, транспортера ящиков и площадки.
Станина является основанием всего автомата. Она состоит из литого основного корпуса, правой и левой боковин. В нижней части корпуса размещены: система подготовки воздуха с регулятором давления, ресивер, маслораспылитель, колонка распылительная. Рабочие органы разливочного автомата приводятся в движение при помощи пневмоцилиндров. Воздухораспределители пневмоцилиндров управляются импульсами от одного командоаппарата. Транспортер подачи и отвода ящиков имеет электромеханический привод.
Разливочный автомат служит для изготовления пакетов, наполнения их продуктом и запечатывания. Он включает в себя: рулонодержатель для установки на него рулона пленки, тормоза направляющих валиков для выравнивания и натяжения ленты пленки и дозатора; рукавообразователь - механизм, с помощью которого осуществляется сварка продольного шва; поршневой дозатор для подачи установленной дозы молока из бункера в пакет; механизм поперечной сварки, который протягивает рукав, образует поперечный шов и отрезает пакет.
Устройство укладки пакетов в ящики выполняет следующие операции: отводит заполненные пакеты, укладывает их в ящики в заданном количестве, отводит наполненные ящики.
Устройство состоит из транспортера пакетов с приводом, бункера, фотоэлемента счетного устройства, транспортера ящиков с приводом и шкафа электрооборудования.
Автомат марки М6-ОРЗ-Е выполняет следующие технологические операции: разматывает пленку с рулонодержателя, наносит на пленку дату, проводит бактерицидную обработку пленки, формует из пленки рукав, сваривает продольный и поперечный швы, наполняет пакет молоком, отсасывает из пакета воздух, сваривает другой поперечный шов и одновременно отрезает пакет, отводит наполненные пакеты от автомата, укладывает пакеты в ящики в заданном количестве, отводит наполненные ящики. Разливочный автомат может работать при выключенном устройстве укладки пакетов в ящики. Технологическая схема автомата марки М6-ОРЗ-Е представлена на рис.:
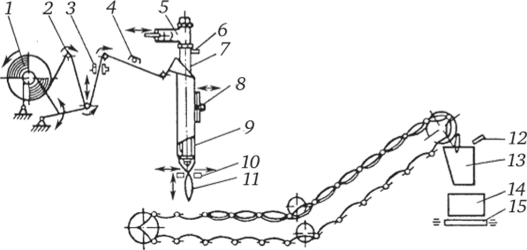
1— рулон полиэтиленовой пленки; 2 — направляющие валики; 3 — печатающий механизм; 4 — бактерицидная лампа; 5 — поршневой дозатор; 6 — трубка отсоса воздуха; 7 — рукавообразователь; 8 — механизм продольной сварки; 9 — дозировочная труба; 10 — механизм поперечной сварки и отрезки пакета; 11 — готовый пакет; 12 — фотоэлемент счетного устройства; 13 — бункер; 14 — ящик для пакетов; 15 — конвейер отвода ящиков с пакетами
2.
Фасовочно-упаковочный автомат системы «Пюр Пак», работающий на специальных заготовках-высечка х (см.рис.), состоит из станины, ротора формирования и сваривания коробок, разливочного бака с дозаторами молока и устройства сварки верхнего шва коробок. Заготовки-высечки расположены в двойной кассете, вмещающей две пачки высечек по 400 шт. в каждой. Кассета рассчитана на 6,5 мин работы автомата.
Механизм питателя вынимает высечку из кассеты, складывает ее в коробку и надевает затем на стержень ротора. Полиэтиленовый слой дна коробки подплавляется горячим воздухом, и основание коробки сваривается. Вращаясь, ротор подает коробки к конвейеру. Сброшенные пневмоустройством на конвейер коробки подаются к охладителю, где их дно и боковой шов остывают и прочно скрепляются. Далее коробки проходят печатающее устройство и направляются в блок предварительной гибки верхних кромок крышки.
Система наполнения молока, к которой конвейер подает коробки, включает в себя бак вместимостью 120 л и поршневой дозатор. Наполненная молоком упаковка подается к нагревателю верха коробки и сварочному устройству. Верхние кромки коробки сжимаются зажимами и охлаждаются. Застывший слой полиэтилена обеспечивает герметичную упаковку коробки с продуктом.
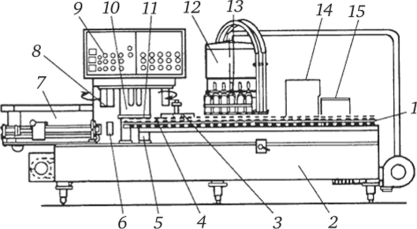
1 — конвейер; 2 — станина; 3 — блок предварительной гибки верхних кромок; 4 — маркировочный узел; 5 — сваренная коробка; 6 — узел питателя и формирования коробки из высечки; 7 — кассеты с высечкой; 8 — нагреватель дна коробки; 9 — пульт управления; 10 — ротор формирования и сварки коробок; 11 — охладитель дна коробки; 12 — разливочный бак; 13 — дозатор; 14 — нагреватель верха заполненной коробки; 15 — устройство сварки верхнего шва коробки
Для стерилизации тары в большинстве автоматов внутреннюю поверхность образовавшейся коробки обрабатывают раствором пероксида водорода, а затем сушат горячим стерильным воздухом.