СОВРЕМЕННЫЕ КОНСТРУКЦИИ МЕТЧИКОВ ДЛЯ
НАРЕЗАНИЯ ИЛИ РАСКАТЫВАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫВ ГЛУХИХ ОТВЕРСТИЯХ МАЛОГО ДИАМЕТРА В ЗАГОТОВКАХ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
БЛАГИРЕВ ДМИТРИЙ ЭДУАРДОВИЧ, студент
ЗУБКОВА ОКСАНА СЕРГЕЕВНА, к.т.н.,
Доцент кафедры машиностроительных технологий и оборудования,
Россия, Курск, Юго-Западный государственный университет
e.mail: zubkova-oksana@bk.ru
Метчик является одним из самых распространенных инструментов для нарезания резьбы в отверстиях. Ведущие фирмы производители металлорежущего инструмента выпускают большую номенклатуру этих инструментов. Можно выделить следующие варианты конструкций метчиков.
Метчики с прямыми стружечными канавками
Метчик с прямыми канавками это самый широко используемый вид метчика. Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Метчики с шахматным зубом
Использование метчика с шахматным зубом уменьшает трение и сопротивление процессу резания, что очень важно при обработкетруднообрабатываемых и вязких материалах (алюминии и бронзе). Шахматное расположение зубьев у метчика облегчает доступ СОЖ в зону резания.
Метчики со спиральной подточкой
Метчик со спиральной подточкой имеет прямые неглубокие стружечные канавки. Спиральная подточка предназначена для выталкивания стружки вперед. Сравнительно неглубокие стружечные канавки гарантируют максимальную прочность метчика на скручивание. Они также облегчают подвод СОЖ в зону резания. Этот тип метчиков рекомендуется для обработки сквозных отверстий.
Метчики со стружечными канавками только на заборной части
Режущая часть данного метчика имеет аналогичную спиральную подточку, предназначенную для выталкивания стружки вперед. Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 х D.
Метчики со спиральными зубьями
Метчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в стружечных канавках. Поэтому спиральная канавка у метчика снижает риск поломки или повреждения метчика.
Бесстружечные метчики (раскатники)
Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации, а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/мм2, а относительное удлинение не менее 10%.
Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ.
Стандартами Российской Федерации предусмотрен ряд конструкций метчиков для обработки легких сталей. Метчики машинные с винтовой канавкой ГОСТ 17932-72, предназначенные для обработки сквозных и глухих отверстий. Метчики машинные с укороченной канавкой ГОСТ 17930-72, предназначенные для обработки сквозных отверстий.
Метчики машинные, выпускаемые в соответствии с ГОСТ 17928-72 предназначены для нарезания резьбы в мягких вязких сталях и легких сплавах (рис. 1).
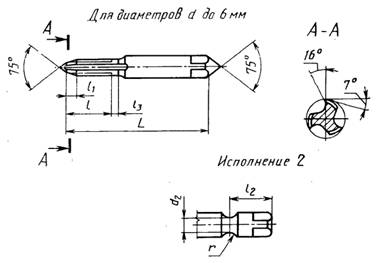
Рис.1. Метчик с шахматным расположением зубьев ГОСТ 17928-72
Для всех исполнений зубья вырезаются только на калибрующей части через один в соответствии со схемой представленной на рис. 2.
Следует заметить, что метчики данной конструкции не выполняются со спиральной канавкой. Отличие метчиков для глухих отверстий от метчиков для сквозных отверстий что в первом случае используется комплект из двух метчиков - чернового и чистового, а во втором для нарезания полного профиля резьбы используется один инструмент.
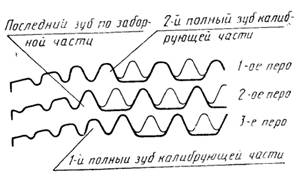
Рис 2. Схема вырезания зубьев для трехперого метчика с шахматным расположением зубьев
Следует заметить, что метчики данной конструкции не выполняются со спиральной канавкой. Отличие метчиков для глухих отверстий от метчиков для сквозных отверстий что в первом случае используется комплект из двух метчиков - чернового и чистового, а во втором для нарезания полного профиля резьбы используется один инструмент.
Ведущие фирмы изготовители металлорежущего инструмента предлагают большой ассортимент метчиков для обработки алюминиевых сплавов. Как правило эти инструменты выполнены из быстрорежущей стали группы HSS с покрытиями различного типа. Для нарезания резьбы в глухих отверстиях выполняется винтовая канавка с различным углом наклона. Для метчиков среднего диаметра ряд фирм предлагает систему внутреннего подвода СОЖ, но для инструментов малого диаметра такие конструктивные решения не применяются.
Фирма OSG (США) предлагает метчик US-AL-SFT [1], разработанный специально для обработки алюминиевых сплавов. Он выполнен из быстрорежущей стали, содержащей 3% ванадия, рабочая часть имеет ванадиевое или нитридное покрытие, угол подъема винтовой канавки 45 или 51º. Производитель отмечает высокую скорость резания при работе инструментом и хорошие условия отвода стружки за счет применения покрытия и оптимальной геометрии стружечной канавки (рис.3).

Рис.3. Метчик US-AL-SFT фирмы OSG (США)
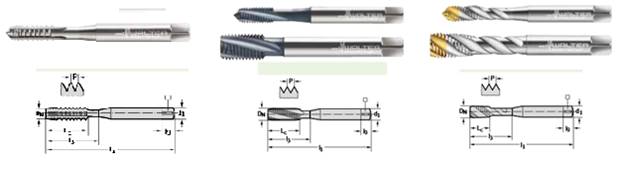
Фирма Walter-Prototyp (Германия) предлагает целую линейку метчиков для обработки алюминиевых сплавов, форма рабочей части которых отличается в зависимости от глубины резьбы и типа стружки [2]. Метчик Paradur H AZ (рис. 4, а) с прямыми канавками разработан специально для малых отверстий в тонкостенных деталях, для сплавов, дающих сливную или сегментную стружку. Он может нарезать резьбу как в сквозных, так и в глухих отверстиях. Длина нарезаемой резьбы не должна превышать 1,5D. Изготовлен из порошковой быстрорежущей стали без покрытия. Метчик Paradur N (рис. 4, б) с углом подъема винтовой канавки 15º предназначен для нарезания резьбы в глухих отверстиях длиной не более 1,5D, для сплавов, дающих сливную стружку. Изготовлен из порошковой быстрорежущей стали с покрытием TiN, NiCN. Метчик Paradur Secur (рис. 4, в) с углом подъема винтовой канавки 45º предназначен для нарезания резьбы в глухих отверстиях длиной не более 3D, для сплавов, дающих сливную стружку. Изготовлен из порошковой быстрорежущей стали с покрытием TiN. Работа данного инструмента должна происходить с охлаждением масляным туманом.
а) б) в)
Рис. 4. Метчики фирмы Walter-Prototyp (Германия)
Хочется отметить большое количество универсальных метчиков данного производителя, которыми так же можно проводить обработку алюминиевых сплавов. В конструкциях некоторых из них предусмотрен центральный канал повода СОЖ начиная с диаметра М4.
Аналогичные линейки метчиков предусматривают и другие ведущие фирмы производители, например, фирма Sndvik Coromant (Швеция) предлагает метчики CoroTap 300 со спиральными канавками, предназначенные для нарезания внутренней резьбы [3]. Их особенностью является короткий заборный конус – 1,5-2Р. Метчик CoroTap 300,предназначенный для нарезания резьбы в алюминиевых сплавах представлен на рис.5. Выполнен из из порошковой быстрорежущей стали, угол подъема канавки 15, 35º.Выпускается без покрытия или с покрытием SmoothTop (азотирование), снижающим трение и адгезию.
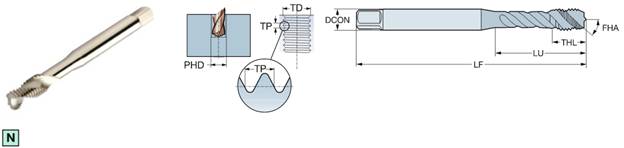
Рис.5. Метчик CoroTap 300 фирмы Sndvik Coromant (Швеция)
Бесстружечные метчики (метчики-раскатники) формируют резьбу за счет пластической деформации, а не резанием. Они предназначены для обработки резьбы и в сквозных, и в глухих отверстиях. Метчики-раскатники применяются только при обработке материалов с высокой пластичностью: рекомендуемый предел прочности обрабатываемого материала на разрыв не более 1200 Н/мм2. Универсальный бесстружечный метчик CoroTap 400 фирмы Sndvik Coromant (Швеция) представлен на рис. 6. Такой инструмент позволяет раскатывать резьбу длиной до 3,5D, выполняется из порошковой быстрорежущей стали с покрытиями TiN или CrN. Последнее рекомендовано производителем для алюминиевых сплавов. заборный конус составляет 1,5-2Р у метчиков-раскатников для обработки глухих отверстий, 2-3Р – сквозных. Начиная от диаметра M4, предусмотрен внутренний подвод СОЖ [3].
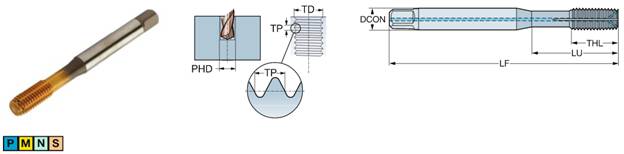
Рис.6. Универсальный бесстружечный метчик CoroTap 400 фирмы Sndvik Coromant (Швеция)
Для успешной работы всеми рассмотренными инструментами необходимо строго соблюдать рекомендации производителя по соответствию метчика типу отверстия, а его покрытия – обрабатываемому материалу; подбор резьбонарезного патрона в соответствии с технологическими возможностями станка; использование соответствующих СОЖ; задание корректных режимов резания.
Список литературы:
1. https://www.walter-tools.com - Каталог фирмы Walter-Prototyp /2015
2. https://amengin.ru - Каталог фирмы OSG /2015
3. https://www.sandvik.coromant.com - Каталог фирмы Sndvik Coromant/2015г