Ход работы:
1. Общие сведения.
2. Пайка деталей низкотемпературными припоями.
3. Пайка деталей высокотемпературными припоями.
1.Пайкой называется процесс получения неразъёмных соединений деталей в твёрдом состоянии при помощи расплавленного сплава, называемого припоем.
Пайку применяют при восстановлении радиаторов, топливных и масленых баков, трубопроводов, приборов эл. оборудования и др. деталей, а так же при восстановлении размеров деталей путём постановки ленты или навивки проволоки с последующей их припайкой к поверхности детали.
Припои, применяют как чистые металлы, так и их сплавы.
Требования к припоям:
· температура плавления припоя должна быть ниже температура плавления металла спаиваемых деталей;
· при температуре пайки припой должен хорошо смачивать спаиваемые поверхности и заполнять соединительные зазоры;
· припой должен обеспечивать получение соединений с требуемыми свойствами по механической прочности, противокоррозийной стойкости, электропроводности и т.п.
· коэффициент термического расширения припоя и спаиваемых материалов должны быть близкими по своей величине.
Низкотемпературные припои - tпл С < 450 с;
Высокотемпературные - tпл С > 450 с.
Наиболее часто применяемыми припоями при ремонте автомобилей являются:
· оловянно-свинцовые;
· медно-цинковые;
· серебряные;
· алюминиевые.
2. Процесс пайки низкотемпературными оловянно - свинцовыми припоями состоит из трёх операций:
· подготовки детали к пайке;
· пайки;
· обработки детали после пайки.
Подготовка включает:
· зачистку кромок детали от загрязнений и окислов;
· прогрев деталей до температуры пайки;
· флюсование и лужение соединяемых поверхностей;
· сборка изделия с обеспечением зазора между соединяемыми поверхностями в пределах 0,05 - 0,20мм.
Пайка деталей производится паяльником или погружением деталей в расплавленный припой. Кромки спаиваемых деталей нагревают выше температуры полного расплавления припоя на 40-50о С. Рабочая часть паяльника изготовляется из красной меди. При пайке погружением припой расплавляют в электрическом тигле. размеры которого определяются размером соединяемых деталей. Обработка деталей после пайки включает:
· медленное охлаждение до температуры полного затвердевания припоя;
· паяный шов промывают горячей водой от остатков флюса;
· зачищают от наплывов припоя.
Алюминий и его сплавы паяют обычно абразивными и ультразвуковыми паяльниками (низкотемпературными припоями).
Абразивный паяльник состоит:
· втулка;
· абразивный стержень;
· спираль электроподогрева;
· теплоизоляция;
· кожух паяльника;
· ручка;
· зажимная гайка.
· При пайке абразивным паяльником соединяемые детали подогревают до температуры плавления припоя и затем облуживают, натирая абразивным стержнем паяльника, состоящем из смеси порошков припоя (90% по массе) и асбеста (10%). При соприкосновении с нагретой деталью припой абразивного стержня будет плавиться и, следовательно, очистка поверхности спаиваемых деталей от окислов будет происходить под слоем расплавленного припоя, который будет прочно соединяться с основным металлом.
Также пайку алюминия и его сплавов производят применением ультразвукового паяльника, который состоит из:
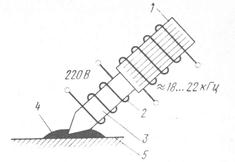
· магнитострикционного излучателя ультразвуковых колебаний;
· медного стержня;
· электроподогревателя.
Обмотка магнитострикционного излучателя питается от генератора ультразвуковых колебаний, (мощность 40 Вт; частота 18 - 22) - паяльник УП- 21. При пайке в расплавленном припое возникают ультразвуковые колебания, которые разрушают окисную плёнку на деталях. Очищенные от окислов поверхности деталей хорошо соединяются с припоем и обеспечивают прочное паяное соединение.
Качество пайки обычно контролируют методом опресовки деталей сжатым воздухом или водой.
3) Пайку высокотемпературными припоями применяют при устранении трещин, пробоин др. повреждений в корпусных деталях (блоках цилиндров, головках блоков, картерах коробок передач и пр.), при восстановлении трубопроводов, при пайке контактов электрооборудования и др.
Подготовка к пайке заключается в подгонке частей поломанных деталей, изготовление накладок для заделки пробоин, разделку кромок трещин и т. д.
При пайке деталей из алюминиевых сплавов соединяемые поверхности обезжиривают раствором кальцинированной соды и промывают водой. Кромки спаиваемых деталей зачищают от окислов и затем покрывают флюсом, который наносят в виде порошка или пасты. После флюсования в шов укладывают припой (проволока, пластинки, кольца из проволоки и т.п.).
После наложения припоя приступают к пайке. Деталь в месте пайки нагревают до температуры, несколько превышающей температуру полного расплавления припоя и, выдерживают при этой температуре в течение некоторого времени, которое определяется экспериментальным путём.
В зависимости от принятого метода нагрева деталей различают следующие способы высокотемпературной пайки:
· газопламенная;
· электросопротивлением; в основном применяются в АТП
· индукционная;
· в печах;
· в соляных ваннах;
· плазменная;
· лазерная;
· электронно - лучевая.
При газопламенной пайке нагрев деталей и расплавление припоя чаще всего производят сварочной горелкой (основной в АТП). Припой в место пайки у вводят в виде прутка, как это делается при газовой сварке. Флюс на место пайки наносят заблаговременно, затем пламенем горелки подогревают кромки детали и после расплавления флюса вводят припой. Пайка электросопративлением обеспечивает высокое качество соединения деталей. Нагрев осуществляется за счёт тепла, выделяющегося при прохождении электрического тока через соединения припоя и спаиваемых деталей. Пайку можно производить на точечных, стыковых и роликовых электроконтактных сварочных машинах. Пайка производится без флюса т.к. флюсы являются изоляторами, но качество пайки получается высоким потому, что нагрев происходит очень быстро, а припой защищён от окисления плотным соединением со спаиваемыми деталями.
Пайка с нагревом деталей ТВЧ, даёт хорошие результаты. Детали подготовленные к пайке, с нанесённым флюсом и припоем помещают в индуктор, питаемый от генератора ТВЧ. Этот способ пайки обладает высокой производительностью, но требует применения сложного оборудования.

1. медные электроды;
2. напаиваемый контакт;
3. припой;
4. деталь.
Качество пайки полых деталей контролируют испытанием на герметичность. Другие детали контролируют путём применения таких методов контроля, как люминесцентный, ультразвуковой и др.
Оценивая пайку как способ восстановления деталей, можно отметить след, её преимущества:
· небольшой нагрев деталей, что позволяет сохранить неизменной структуру и свойства металла соединяемых деталей;
· возможность соединения деталей, изготовленных из разнородных материалов
· достаточно высокая прочность соединения деталей;
· простота технологического процесса и применяемого оборудования.
К недостаткам следует отнести некоторое снижение прочности соединения деталей по сравнению со сваркой.