Флексография - царица упаковки
Когда дело касается изготовления упаковок - начиная с коробок для кукурузных хлопьев и этикеток для консервов и кончая этикетками для бутылок с вином и обертками для конфет - на флексографскую печать (или, короче, "флексо") приходится уже около двух третей заказов в США (остальное снова приходится в основном на глубокую печать). В отличие от офсетной печати, с которой хорошо знакомо большинство дизайнеров, флексографский процесс может скрывать немало неожиданных ловушек. Если вы уже занимаетесь или собираетесь заняться разработкой макетов упаковки, то рано или поздно вам обязательно придется иметь дело с флексо.
Что такое флексо?
Наиболее важными особенностями флексографического процесса являются используемые в нем резиновые или фотополимерные печатные формы. Поскольку они гибкие, то с их помощью можно печатать на множестве различных типов поверхностей, которые совершенно не подходят для офсета - от тонкого пластика до грубого картона. Офсетные машины, использующие плоские металлические формы, могут переносить краску только на гладкую бумагу; чем более гладкой является бумага, тем лучше изображение.
Корни флексографии уходят в послевоенный феномен торговых центров и супермаркетов 50-х годов, когда покупатели неожиданно вошли прямо за прилавки и стали брать товары с полок сами, не прибегая к помощи продавцов и не называя марку продукта. Стал очень важен внешний вид товара: привлекательная упаковка (или, наоборот, невзрачная) могли повлиять на решение о покупке прямо в магазине. Производителям потребительских товаров потребовался такой печатный процесс, который позволил бы создавать яркие и бросающиеся в глаза картонные коробки и гибкие пакеты, причем в широком диапазоне тиражей. Офсетная печать для решения такой задачи не подходила, поэтому были созданы флексографские машины.
Но в 60-х и 70-х годах флексография имела репутацию технологии для продукции невысокого качества. Цвета были тусклыми, оставляла желать лучшего и их приводка
Несмотря на "туманное" прошлое и спорное качество, флексо идеально подходит для изготовления большинства типов упаковки. Кроме присущей флексо гибкости в выборе носителей еще одним ее преимуществом является цена. Фотополимерные флексографские формы гораздо дешевле, чем металлические формы для глубокой печати, и это только одно из слагаемых относительной дешевизны флексо. Поскольку флексографские машины часто комбинируются в одну линейку с устройствами для ламинирования, высечки, фальцовки и склейки, они оказываются экономичнее других печатных машин, с раздельным технологическим процессом. Флексографская машина в типичной конфигурации может печатать на листах пластика, высекать в них отверстия, складывать их в пакет, а затем склеивать его - и все это в одном технологическом цикле. По этой причине печатников, использующих флексо, часто называют изготовителями упаковки. Еще одним преимуществом флексо является ee способность оперировать формами различного размера, что позволяет оптимизировать использование материалов, в то время как фиксированные размеры офсетных форм часто приводят к повышенному проценту отходов. А возможность флексографских машин работать с водными красками, а не с красками на основе растительных масел, принятыми для офсетной литографии, просто неотразима. Обычно водные краски оказываются предпочтительнее по экологическим соображениям. Но часто для изготовления безопасной упаковки для продуктов использование красок на водной основе регламентируется правительственными предписаниями.
особенности технологии.
Большинство сложностей при создании макетов для флексографской печати связаны с такими характеристиками, как размер и растискивание точки растра флексоформ. Поэтому при печати изображений возникает множество проблем. Мелкий шрифт, особенно гарнитуры с засечками, теряет четкость и расплывается. Фон "на роспуск" не может плавно перейти в белую бумагу; вместо этого плотность резко падает - с 3 до 0 %. При экспонировании полутонов трудно передать детали в высоких светах.
Из-за большого растискивания для флексо нельзя использовать стохастическое растрирование, а следовательно, и HiFi-цвет. И хотя довольно большое значение растискивания и так присуще флексо,в различных типографиях эти величины сильно различаются. В некоторых используется изношенное оборудование. В других просто нет надлежащего контроля за технологическим процессом. Как правило, все тестовые результаты распадаются на три группы: с высоким, средним и низким растискиванием точки растра.
Еще одна область, в которой могут возникнуть проблемы, - это приводка цветов. Здесь допустимые отклонения гораздо шире, чем в офсетной печати; это связано главным образом с гибкостью носителей. Значения треппинга в исключительных ситуациях могут достигать полутора миллиметров, хотя в обычных условиях равны пятнадцати микронам, что в два раза больше, чем для офсета. Учитывая такую изменчивость параметров, дизайнерам следует оставлять задание значений треппинга работникам типографий или сервисных бюро.
Поскольку флексографскую технологию контролировать сложно, печатники и специалисты в области допечатных процессов стараются минимизировать возможные проблемы, ограничивая круг используемого программного обеспечения несколькими наиболее проверенными пакетами для компьютеров Macintosh: QuarkXPress, Adobe Illustrator и Adobe Photoshop.
Чтобы облегчить сложный треппинг и спуск полос для упаковки, создано несколько высококачественных специализированных систем допечатной подготовки упаковочных макетов, которые вступают в дело на последнем этапе подготовки макетов. Если потребуется внести изменения в заказ, уже запущенный для выполнения на одной из подобных систем, это может потребовать дополнительных затрат на повторную обработку.
Флексо работает с более грубыми растрами, чем офсет или глубокая печать; обычно линиатура не превышает 150 lpi. Дизайнерам необходимо знать ограничения машин при создании полутонов и плавных переходов в цвет носителя. В то время как для офсета существуют "Технические условия на рулонную офсетную печать изданий" (Specifications for Web-Offset Publications, SWOP) и "Технические условия на печать коммерческой продукции без горячей сушки" (Specifications for Nonheat Advertising Printing, SNAP), для флексографии нет стандартов на состав красок и параметры производственного процесса, поэтому достичь хорошего качества флексоработ гораздо сложнее, чем при использовании офсетной или глубокой печати. Если вы остановили выбор на флексографии, еще на этапе дизайна необходимо приложить гораздо большие усилия, чем при подготовке работ для других видов печати. Очень важно как можно раньше наладить сотрудничество с выполняющей заказ типографией или сервисным бюро.
Как и для других видов печати, где необходимо изготавливать пленки и формы, флексо и глубокая печать неэкономичны для малых тиражей (менее 1000 оттисков). Компания Indigo продвигает как решение для рынка малотиражной упаковочной продукции печатные машины E-Print 1000 и Omnius. Еще одна альтернатива флексо - трафаретная печать, которая используется редко и обычно для печати одного оттиска за один раз на готовых изделиях различной формы, таких как стеклянные или пластиковые бутылки и другие объемные вещи.
С точки зрения дизайна
Наряду со специфическими требованиями, связанными с характерными для флексо техническими ограничениями, у этого метода изготовления упаковки есть ряд свойств, объединяющих его с другими. Первое - это использование цветов Pantone. Поскольку узнаваемость многих корпораций и их товаров основывается на точном воспроизведении торговых знаков на различных носителях, для создания макетов упаковок краски Pantone используются гораздо чаще, чем в любой другой области дизайна.
Однако слишком часто дизайнеры задают несколько красок Pantone, не учитывая тип машины, на которой работа будет печататься. Большинство флексографских машин шестицветные, хотя некоторые новейшие типы восьмицветные. Цветопробы работ с красками Pantone сложны для реализации независимо от приложения.
При изготовлении упаковок применяется гораздо более разнообразные носители, чем для других работ, поэтому дизайнерам необходимо учитывать влияние цвета и текстуры материала на окончательный вид продукции. Часто единственным надежным ориентиром могут служить только цветопробные оттиски со специальных машин.
И наконец, для печати упаковок тесное сотрудничество с работниками типографии гораздо важнее, чем при выполнении любых других печатных работ. Учитывая огромную разницу в квалификации персонала и качестве оборудования, вам необходимо "видеть конец пути еще до начала путешествия".
В последние годы в нашей стране наблюдается значительный рост интереса к высококачественной упаковке. Российские производители товаров и продуктов питания, попав в условия жесткой конкуренции как между собой, так и с зарубежными производителями, наконец, осознали, что товар мало изготовить, надо его еще правильно преподнести потенциальным покупателям. Красивая, грамотно сделанная этикетка и упаковка способна сама по себе заинтересовать клиентов, что положительно отразится на объемах продаж и конкурентной борьбе. Помните, как после снятия "железного занавеса" многие из нас бросались на импорт, "одетый" в броские яркие коробки, оставляя без внимания отечественные, зачастую имеющие более высокое качество, продукты из-за серости их упаковки.
Сейчас эти времена остались позади, и люди стали поразборчивей, но все-таки при одинаковых потребительских свойствах всегда выигрывают товары, лучше упакованные. Предприятия легкой и пищевой промышленности - заказчики упаковочной продукции - стали предъявлять полиграфическим фирмам более высокие требования к ее (продукции) качеству. Другой тенденцией, осложнившей беспечную жизнь типографий, стало расширение производителями ассортимента однотипных товаров. Для увеличения спроса один и тот же товар укладывается в разные коробки, жидкости заливаются в бутылки с разными этикетками и т.п. Все это ведет к снижению объемов поставок каждого наименования, а с полиграфической точки зрения - к уменьшению тиражей полиграфической упаковочной продукции. Что в свою очередь не может не отражаться на рентабельности печатной продукции.
Сочетание данных тенденций привело к парадоксальной, на первый взгляд, проблеме - современные запросы нельзя удовлетворить, используя оборудование, установленное в нашей стране. Традиционно применявшаяся для получения высококачественной упаковки глубокая печать становится не выгодной для малых тиражей. Многие материалы принципиально нельзя напечатать на офсетных машинах, да и офсетные краски изначально не удовлетворяют пищевую промышленность по санитарным и экологическим причинам. Современные рулонные машины высокой печати пока еще совсем не популярны в России, а рулонных машин трафаретной печати вообще практически нет, да и они не могут обеспечить сколько-нибудь заметный объем, вследствие малой производительности. Таким образом, остается рулонная флексографская печать. Однако, флексографская печать ранее имела репутацию печати низкого качества. Тем не менее, флексография - это наиболее быстро распространяющийся вид печати и имеет наибольшие перспективы. В последние годы достигнут впечатляющий рост качества продукции, печатаемой флексографским способом. И, что интересно, рост качества печати сейчас все чаще связывают с УФ-флексографией.
Различные типы красок
На сегодняшний день наиболее часто во флексографии используются два типа красок: водорастворимые и спирторастворимые. И те и другие имеют в своем составе 2 компонента - красящий пигмент и жидкая основа. При высыхании краски на носителе жидкий компонент просто испаряется, в результате чего количество краски после сушки уменьшается на 30-40% по сравнению с перенесенным в процессе печати. Вследствие этого для достижения необходимой оптической плотности надо применять анилоксы с большим объемом переноса краски и с меньшей линиатурой. Это не критично для простых плашечных работ, однако, может существенно повлиять на качество при печати высоколиниатурных растровых работ.
Водорастворимые краски являются наиболее универсальными и, естественно, незаменимы в тех случаях, когда речь идет о печати на поверхностях, непосредственно соприкасающихся с пищевыми продуктами. Однако, они вызывают наибольшие проблемы с качеством печати. Жидкий компонент краски - вода - высыхает медленно, вынуждая печатников уменьшать перенос краски, снижая яркость и насыщенность изображения, и понижать скорость печати. Кроме того, вода имеет высокое поверхностное натяжение, что вызывает проблемы с закреплением краски на невпитывающих поверхностях.
Спиртовые краски очень популярны и имеют много достоинств. Они позволяют достигать хорошего закрепления на невпитывающих поверхностях и быстро сохнут, обеспечивая довольно высокие скорости печати. Однако, есть и серьезные проблемы, возникающие при печати такими красками. Одна из наиболее серьезных - это испарение. Жидкий компонент красок достаточно вреден и имеет резкий, неприятный запах. Эти испарения могут быть вредны для здоровья, и поэтому в производстве приходится пользоваться мощными вытяжками, расположенными в непосредственной близости к машине. Другой аспект этой проблемы в том, что при превышении некоторой концентрации пары летучих спиртов становятся взрывоопасными. В частности, печать спирторастворимыми красками нежелательна на машинах, оснащенных ИК-сушками, в которых кварцевые нагревательные элементы расположены непосредственно над полотном. Их можно использовать только на машинах, оснащенных сушкой горячим во зду хом.
Другая проблема связана как раз с основным достоинством спирторастворимых красок - они быстро высыхают. Причем, быстро высыхают не только на носителе, но в красочном аппарате. Из-за этого при любой остановке пресса необходимо очень быстро отмыть анилоксовые и дукторные валы, т.к. однажды засохнув, такая краска практически не отмывается. Но сколь быстро и аккуратно не отмывай анилоксы, все равно в ячейках остается некоторое количество красок, что вынуждает проводить регулярную глубокую очистку, а это, в свою очередь, ведет к быстрому разрушению анилоксов.
Возникает неразрешимая дилемма - производители краски изобретают все более и более быстросохнущий товар, а так же добиваются повышения его стойкости к истиранию, а печатники расплачиваются за это проблемами с очисткой анилоксов и сокращением их срока службы. Кроме того, для повышения качества высоколиниатурной печати производители анилоксов стремятся максимально увеличить глубину ячеек, что тоже не способствует их очистке от быстросохнущих красок.
УФ-краски
На первый взгляд - ситуация безвыходная. Однако, как оказалось, эта проблема все-таки решается. Еще в семидесятых годах были изобретены краски, которые сочетали в себе вроде бы несовместимые свойства - мгновенно сохнуть на запечатанной поверхности и никогда не засыхать в красочном аппарате. Они изготавливаются на основе веществ, полимеризующихся под воздействием ультрафиолетового излучения. Рассмотрим, какими же еще преимуществами обладают подобные краски.
Данный тип краски является однокомпонентным, в нем отсутствует испаряющийся элемент, и краска полимеризуется в полном объеме. В результате все 100% перенесенной краски остаются после сушки на запечатанной поверхности. Это позволяет получать более толстый слой краски, используя стандартный анилокс, или, наоборот, для достижения аналогичных результатов использовать анилокс с меньшим краскопереносом. Более толстый слой краски означает возможность получать более яркие, насыщенные цвета, что особенно важно при полноцветной печати. Поверхность краски не поддается окислению, что, в свою очередь, тоже увеличивает глянец и насыщенность краски. Процесс полимеризации краски необратим, поэтому такие краски являются исключительно долговечными и имеют высокую стойкость к истиранию и химическим воздействиям.
Отдельного внимания заслуживает тот факт, что УФ-краски имеют гораздо более высокую вязкость. Как известно, очень большой проблемой флексографии является большое растискивание, делающее невозможной высоколиниатурную печать. Отчасти это происходит из-за свойств флексоформы, но даже если изготовить флесоформу близкой к идеальной на лазерном аппарате (СТР), низкая вязкость краски все равно не позволит достигнуть низкого растискивания. Использование же более вязких УФ-красок позволяет добиваться гораздо меньшего растискивания при высоколиниатурной печати и получать более плавные тональные переходы.
Кроме собственно печати, УФ-сушки применяются также и для лакирования готовой продукции. В этом случае только одну сушку устанавливают на последней секции и используют только УФ-отверждаемый лак, в то время как на остальных печатных секциях используются спирто- или водорастворимые краски. Такой способ облагораживания продукции имеет целый ряд преимуществ. Например, можно использовать дешевую самоклеющуюся бумагу и покрывать ее УФ-лаком. В результате можно достигнуть такого же визуального эффекта, как при печати на дорогостоящей глянцевой пленке. Кроме того, лакировка может использоваться при печати на бумаге или тонком картоне. При этом значительно повышается жесткость готовой продукции, не говоря уже о ее качестве, что очень важно при изготовлении упаковки.
Можно также упомянуть о достаточно новом, но чрезвычайно интересном методе припрессовки фольги, который позволяет не использовать дорогостоящее устройство для горячего тиснения, не изготавливать ротационные штампы и т.д. При этом на полотно с помощью красочного аппарата наносится специальный адгезивный слой, закрепляемый УФ-излучением. Затем фольга припрессовывается к полотну при помощи стандартного холодного ламинатора, причем, рисунок, естественно, остается только в местах, где был нанесен адгезивный слой.
Кроме всех вышеперечисленных, УФ-краски обладают еще целым рядом преимуществ, которые можно отнести не к техническим, а скорее к технологическим.
УФ-краски поставляются в уже готовом к употреблению виде и не требуют предварительного разведения растворителем. Это ускоряет технологический процесс, уменьшается время подготовки к тиражу, а также исключается из процесса субъективный фактор - печатник, что, в свою очередь, приводит к большей стабильности и предсказуемости результата. Краски не испаряются и не меняют своих свойств со временем или в зависимости от свойств растворителя или рН воды. Это позволяет добиваться высокой стабильности и однотонности как при больших тиражах, так и при повторении однотипных тиражей спустя некоторое время. В связи со стабильностью краски значительно сокращается время наладки на тираж, уменьшаются регулировки в процессе печати, отпадает необходимость в снятии и чистки анилоксов при остановках пресса. Гораздо реже возникает необходимость глубокой очистки анилоксов, что значительно продлевает их срок службы.
Таким образом, несмотря на то, что у УФ-красок более высокая стоимость, имеет место значительная косвенная экономия, которая во многих случаях может даже привести к снижению себестоимости продукции, не говоря уже о значительном повышении ее качества, а, следовательно, и ее потенциальной стоимости и ликвидности. Наиболее очевидный случай - когда стоимость краски составляет доли процента от стоимости материала, а увеличение скорости печати за счет использования УФ-красок может значительно снизить затраты на производство единицы продукции.
Конечно, нельзя обойти вниманием и проблемы, которые ждут производителей этикетки и упаковки, решивших модернизировать свои машины. Проблемы возникают из-за физических и химических свойств самой краски. Так как краска не сохнет, то даже самое маленькое пятно, оставленное на полу или где-либо еще, может превратиться в большую проблему. Попадая на руки, подошвы, оборудование и др. краска стремится занять всю имеющуюся поверхность. Кроме того, УФ-краски довольно агрессивны, поэтому нельзя допускать длительного контакта с кожей - это может вызвать раздражение и аллергическую реакцию. Работа УФ-сушек высокой мощности сопровождается выделением большого количества озона, который вреден для человеческого организма. Для его нейтрализации требуется установка специализированных озоновых фильтров.
Итак, мы вкратце рассмотрели те преимущества, которые дает использование УФ-красок. Далее рассмотрим, что же собственно необходимо для того, чтобы осуществлять печать такими красками.
Технические решения

Рис 2. Конструкция
Мономерная составляющая краски полимеризуется под воздействием УФ-излучения с длиной волны 200 - 400 нм. Источником излучения являются газонаполненные металл-галлидные или ртутные лампы. Сама лампа помещена в один из фокусов эллиптического рефлектора. Вся конструкция располагается таким образом, что второй фокус эллипса находится непосредственно на поверхности запечатываемого полотна. При остановке машины излучение перекрывается специальным затвором для того, чтобы не допустить перегрева полотна, оказавшегося в зоне действия лампы. Чтобы краска успевала закрепляться при высокой скорости печати необходима достаточно высокая мощность лампы. Как правило, считается достаточной удельная мощность лампы 120 - 160 Вт/см. Однако, для печати на максимальных скоростях (до 400 м/мин) применяются сушки с мощностями до 240 Вт/см. При этом температура сушек такова, что в них используется водяное охлаждение, в то время как в менее мощных - прин удительное воздушное охлаждение.
Однако, абсолютные показатели мощности - еще не самое главное. Все дело в том, что в спектре металл-галлидной лампы только 30% УФ-излучения, а остальные 70% составляет видимый свет и инфракрасная компонента. Эта часть спектра, естественно, абсолютно не нужна и приводит только к нежелательному нагреву полотна. Поэтому производители УФ-сушек предпринимают специальные меры для увеличения доли УФ-излучения в спектре лампы.
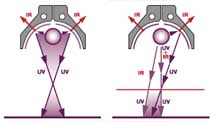
Рис 3. Дихр. Фильтр, Дихр. рефлектор
В обычных сушках рефлекторы, как правило, изготавливаются из полированного алюминия. Однако, некоторые производители оснащают свои сушки системой "ice-cold". В этом случае поверхность рефлектора покрывается специальным дихроическим фильтром, который отражает до 98% УФ-излучения и пропускает до 85% ИК и видимого света, значительно увеличивает долю УФ-излучения в спектре падающего света. В результате, доля УФ-излучения в спектре падающего света увеличивается до приблизительно 72%. А наиболее развитые системы имеют кроме дихроического рефлектора также и специальный фильтр, установленный между излучателем и поверхностью полотна. Такой фильтр, наоборот, пропускает УФ-излучение и отражает ИК. Это практически сводит на нет долю теплового излучения в спектре падающего на полотно света, что позволяет минимизировать температуру полотна. Особенно важна такая "холодная" сушка при печати на термочувствительных материалах.

Рис 4. Диаграммы спектра излучения
Выводы
Подытоживая все вышеперечисленное, можно сказать, что УФ-флексография является дорогим, но отнюдь не бесполезным удовольствием. Если загрузка Вашего предприятия близка к пределу, если Вас теснят конкуренты, и, наконец, если Вы просто хотите резко повысить качество своей продукции и выйти на другие рынки - не бойтесь вкладывать деньги в УФ-флексографию. Помните об этом, как при расширении парка машин, так и при модернизации существующих, ведь современные сушки можно установить практически на любую уже работающую машину, независимо от ее производителя и года выпуска..

Рис 5. Внешний вид УФ сушек
В настоящее время компания "Апостроф" заключила договор о поставке на российский рынок УФ-сушек итальянской фирмы VTI s.r.l. Фирма производит широкий спектр УФ-сушек для любых типов флексографских и офсетных печатных машин. В арсенале продукции фирмы VTI есть как самые простые модели, так и самые мощные, с водяным охлаждением, позволяющие печатать продукцию на скоростях до 400 м/мин. Различные модели сушек могут быть установлены на машины с шириной полотна от 80 до 2000 мм. Мы рекомендуем своим клиентам оснащать такими сушками новые флексографские машины американской фирмы Allied Gear, официальным дилером которой является компания "Апостроф".
Необходимо отметить, что УФ-сушки компании VTI могут быть установлены на уже работающие машины. В частности, на такие распространенные модели, как KDO, Nilpeter, Edale и др. Кстати, в период написания этой статьи компанией "Апостроф" была продана одна из таких сушек на популярную в России машину Edale 250S.
Особенности дизайна для флексографии и оптимизация параметров печатных форм
На российском рынке фотополимерных материалов для флексографии присутствует продукция многих фирм, однако, наиболее известными для потребителей являются пластины фирм Du Pont, BASF, Polyfibron MacDermid, ASAHI, Pasanen, OHKAFlex. Каждая из указанных фирм выпускает широкую номенклатуру фотополимерных пластин для запечатывания различных материалов с использованием разных типов красок, и начинающему флексографу бывает достаточно сложно сориентироваться во всем этом многообразии.
Во многих случаях лучше не экспериментировать самому, а обратиться в специализированную фирму, которая осуществляет полный цикл допечатной подготовки и имеет в наличии достаточную номенклатуру пластин, обеспечивающих требуемое качество печати на широком спектре материалов.
Всегда ли прав заказчик?
Прежде всего необходимо сказать, что в нашем деле мелочей не бывает, и качественная полиграфическая продукция может быть получена только при соблюдении технических и технологических требований на всех стадиях процесса от дизайна до печати.
Каждый печатник при приеме заказа должен четко представлять, какое качество печати может обеспечить его технологическое оборудование, и при необходимости скорректировать пожелания заказчика по размерам шрифтов и графических элементов, линиатуре растра. Непомерное увлечение многих наших заказчиков совмещением в дизайне упаковки разноразмерных графических элементов, которые при установке печатной формы на вал по-разному деформируются и вызывают разновысотность отдельных участков печатной формы, приводят к непропечатке одних элементов и затискиванию других. Кроме этого, на многоцветных заказах за счет различной степени поджатия форм наблюдается накапливающаяся погрешность несовмещения, которая может достигать 2-3 мм при размерах форм до 1 м. В этом случае полиграфисты, исходя из своего опыта или из результатов тестирования, должны устанавливать разные степени компенсации размеров форм в направлении печати, которые обеспечат точное совмещение элементов изображения без неряшливых пробелов в отдельных зонах. Применяемый полиграфистами треппинг в данной ситуации не всегда приводит к положительному результату.
Важно также правильно выбрать типы фотополимерных пластин и их толщину в зависимости от используемой машины, красок и запечатываемого материала. Это мы делаем совместно с заказчиком и при глубокой проработке вопроса получаем неплохие результаты.
Работу с новым заказчиком мы начинаем с тестирования, которое позволяет оптимизировать параметры изготавливаемых печатных форм для получения максимально возможного качества печати. Для обеспечения объективного контроля параметров цветопередачи на всех стадиях изготовления упаковки мы оснастили дизайнерскую группу спектрофотометром и цифровой цветопробой для контроля и анализа цветовоспроизведения на различных запечатываемых материалах, калибровки мониторов, создания цветовых профилей принтеров и систем печатная форма-печатная машина-отпечаток, а также изготовления цифровой цветопробы для реальных запечатываемых материалов. Мы надеемся, что данное оборудование позволит разговаривать с заказчиками на языке объективных показателей цветовоспроизведения для различных условий изготовления упаковки.
CtP и электронные технологии
В настоящее время в мире все большее распространение находит способ изготовления печатных форм Computer-to-Plate (CtP), и недавняя выставка Drupa 2000 показала, что интерес к этой технологии проявляется огромный. В "Россите" в течение двух лет эксплуатируется устройство для лазерной записи изображения на "цифровых" (маскированных) формах LaserGraver 3000FPII фирмы "Альфа".
Основной особенностью "цифровой" технологии является исключение из процесса изготовления печатных форм пленок, которые заменяются маской, нанесенной непосредственно на фотополимерный слой. Изображение на маске получается обработкой на устройствах типа "Лазер-гравера", а дальнейший процесс изготовления печатной формы аналогичен классическому. Так как при экспонировании "цифровой" пластины исключается рассеивание света в оптической среде между маской и фотополимером и нет необходимости использовать рассеивающую вакуумную пленку, профиль печатного элемента получается более крутым. Это позволяет воспроизводить более широкий диапазон плотностей (1-98%) и уменьшить растискивание. Применение данной технологии наиболее целесообразно при изготовлении комплектов печатных форм для полноцветной печати. Именно в этом случае подчеркиваются все преимущества цифровой технологии.
Отзывы наших заказчиков показывают, что при использовании "цифровых" форм упрощается процесс приводки, повышается четкость печати, улучшается качество воспроизведения градационных переходов. Следует также сказать, что в ближайшее время актуальность СtP-технологии значительно возрастет благодаря появлению на российских предприятиях современных флексографских машин с гильзовой системой крепления печатных форм, которые могут обеспечить непрерывную, бесстыковую печать. Но пока бесшовные формы на гильзах можно изготовить только в Западной Европе, так как российские производители печатных форм не имеют оборудования для их изготовления.
В заключении можно сказать, что практические результаты, достигнутые "Росситой" в работе с большим числом заказчиков, а также результаты работ аналогичных российских и зарубежных фирм показывают необходимость и экономическую целесообразность профессионального изготовления фотополимерных печатных форм для мелких и средних полиграфических предприятий, занимающихся производством этикеток и упаковки и не имеющих прежде всего экономических оснований для приобретения собственного формного и сопутствующего ему оборудования.
ОБОРУДОВАНИЕ
Традиционно узкорулонными принято называть флексографские машины с шириной печати до 500-600 мм. Современные узкорулонные флексографские машины применяются для выполнения широкого круга задач: изготовления самоклеящихся этикеток, бумажных ярлыков, картонной и гибкой полимерной упаковки. Большинство представленных на рынке узкорулонных флексомашин имеют линейный тип построения. Печать возможна спиртовыми, водными и ультрафиолетовыми красками.
Основные достоинства узкорулонных флексографских машин:
- В качестве исходного используется рулонный материал
- В состав машин входят печатные и отделочные секции. Таким образом на выходе можно сразу получать готовую продукцию
- Хорошая доступность всех регулировок и механизмов, что позволяет сократить время переналадки с тиража на тираж и обслуживания машины
- Для управления машиной требуется 1-2 человека
- Возможность изготовления машины заданной конфигурации для выполнения конкретных прикладных задач. Причем дооснащение флексографских машин линейного построения технически упрощено
Узкорулонные флексографские машины COMCO
|


Традиционно узкорулонными принято называть флексографские машины с шириной печати до 500-600 мм. Современные узкорулонные флексографские машины применяются для выполнения широкого круга задач: изготовления самоклеящихся этикеток, бумажных ярлыков, картонной и гибкой полимерной упаковки. Большинство представленных на рынке узкорулонных флексомашин имеют линейный тип построения. Печать возможна спиртовыми, водными и ультрафиолетовыми красками.
Основные достоинства узкорулонных флексографских машин:
|




| Рулонные трафаретные машины |
Трафаретная печать находит широкое применение не только в полиграфии, но и в других отраслях, где необходимо нанести изображение на материал толстым красочным слоем. Например, печать на пленочных переключателях и гибких печатных платах, различных видах тканей, табличек и т.д. По типу запечатываемог