ВЫЖИГАНИЕ, процесс обугливания углеродсодержащего материала с помощью раскаленной нихромовой(фехралевой) нити, лазерного излучения или раскаленной струи газов(воздух, кислород).Так же для крупно серийного производства применяется штемпельное выжигание с помощью специальных раскаленных штемпелей(штампов).
В отличие от гравировки и резки воздействию подвергается только поверхностный слой материала, при этом в точках воздействия он приобретает окраску от светло-желтой до черной. Лазерное выжигание возможно при мощности от 0,5 ватта.
Художественное выжигание рекомендуется делать лазерами мощностью 1,5- 3 Ватта, так как более мощные лазеры имеют большую ширину луча и более пригодны для гравировки и графических работ.
ГРАВИРОВКА, процесс удаления части материала механическим воздействием граверами и фрезами или способом испарения с помощью лазерного излучения. Глубина гравировки с помощью лазерного излечения обычно составляет от долей до нескольких миллиметров.
Для гравировки достаточно мощности диодного лазера от 3 Ватт.
Более мощные лазеры позволяют значительно увеличить глубину и скорость гравировки.
ЛАЗЕРНАЯ РЕЗКА процесс сквозного удаления(испарения) материала согласно заданных чертежей. Применяется для раскроя материала, создания художественных изделий или деталей технических устройств. Используется при работе со многими материалами, включая дерево, пластики, кожу, ткани, а при использовании лазеров мощностью более 500 Ватт возможна резка стали. Для резки дерева, фанеры желательна мощность не менее 10-12 Ватт на каждый миллиметр толщины.
Для улучшения резки применяется поддув точки реза воздухом с давлением от 0,5 до 6 Бар. Применение диодных лазеров для резки не оправдано в связи с быстрой их деградацией в таком режиме.
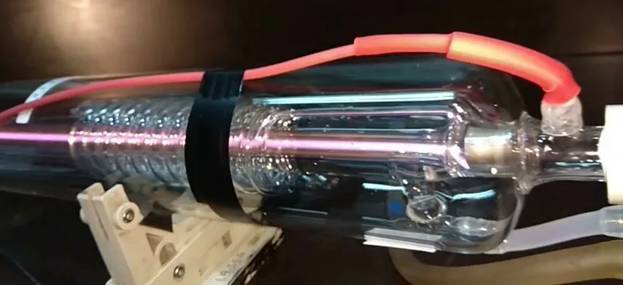
ЛАЗЕРНЫЙ ГРАВЕР, ГРАВЕР СО2, Популярное и широко распространённое оборудование, в котором рабочим инструментом является лазер на основе окиси углерода СО2 ли смеси газов, основным из которых является СО2. Также отличительной чертой этого типа станков является система "летающих зеркал", посредством которых луч лазера передается в рабочую точку.
Такие станки управляются с помощью автономных блоков управления через носитель информации(флэшку) или компьютером.
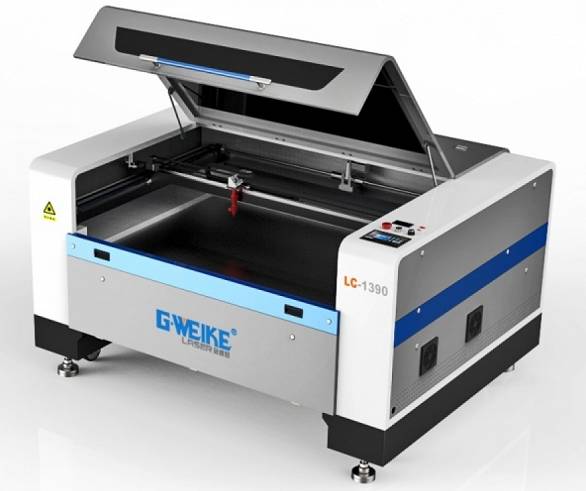
В силу того что мощность станков начинается от 40 ватт, эти станки могут производить резку (раскрой) дерева, ткани резины, кожи, акрила и других материалов. Станки мощностью более 100 ватт с рабочим полем более 1000х1000 мм принято называть ЛАЗЕРНЫМИ РЕЗАКАМИ

ВОЛОКОННЫЙ ЛАЗЕРНЫЙ ГРАВЕР небольшой, часто настольный лазерный аппарат, предназначенный для гравировки металлов и сплавов

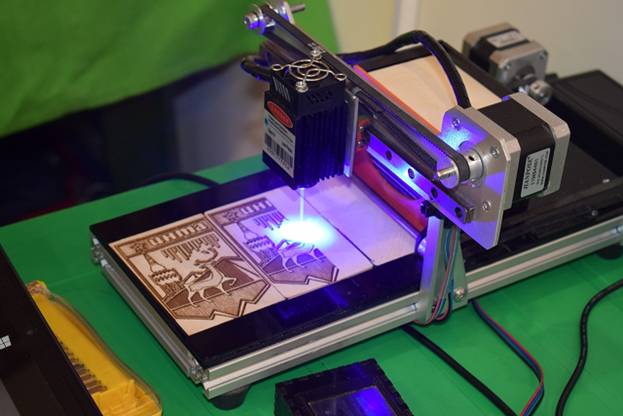
ЛАЗЕРНЫЙ ВЫЖИГАТЕЛЬ С ЧПУ, небольшой станок с ЧПУ, управляемый с компьютера или автономного пульта, изготовленный специально для выжигания на дереве, коже, резине, картоне. Существует множество вариантов данных станков, как китайского так и отечественного производства.
К чести разработчиков из стран бывшего СССР их станки хоть и созданы в основном на базе китайских узлов, но гораздо лучше работают с художественными изображениями и портретами.
На фото представлены станки от LaserPiro https://vk.com/laserpiro
Станок для выжигания портретов. Такие станки изготавливаются с рабочим полем А2 - А4,

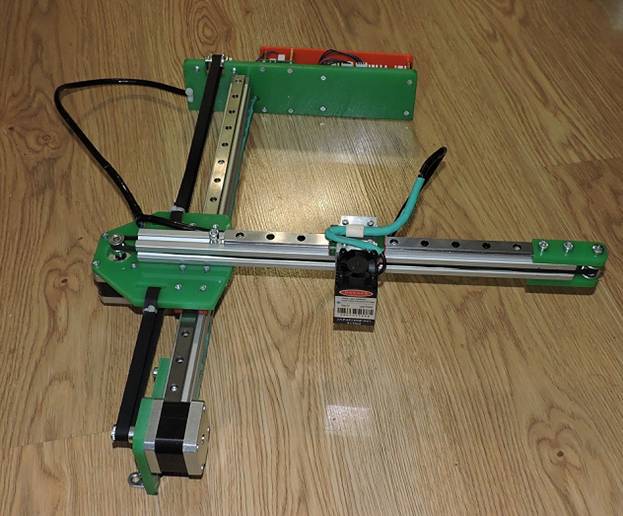
Станок для выжигания на цилиндрических деталях переменного профиля(вазах, кубышках, ставнях, горшках и т.д.) Имеет устройство механического автофокуса.

Станок для выжигания на цилиндрических деталях малого диаметра (авторучках, подсвечниках, ручках для инструмента и т.д.)

Станок для выжигания сувениров с автоподачей заготовок.
Приставка на станок для выжигания на длинных цилиндрических деталях(бейсбольные биты, скалки, балясины и.д.)

Лазерный выжигатель консольного типа. Упрощенная конструкция для обучения и хобби.
А также выпускаются многие другие станки. Заказать их можно через личку https://vk.com/trud0golik Актуальные цены: https://vk.com/market-153912868
РАСТР, растровый – метод нанесения изображения, при котором инструмент движется построчно слева - направо и снизу-вверх или сверху вниз, слева -направо. При этом работа может производиться только при движении в одну сторону (однаправленная) или при движении в обе стороны(двунаправленный). В случае с фрезером инструмент одновременно с движением погружается в материал или выходит из него, а в случае с лазером меняется интенсивность свечения лазера или лазер включается и выключается.
Растровый метод применяется при изготовлении картин, панно и портретов.
На рисунке приведен растр с низким разрешением (качеством)

ВЕКТОР, векторный – метод нанесения изображения, когда инструмент движется вдоль линий(векторов), образующих рисунок, узор или чертеж. При этом при фрезерной обработке также происходит углубление в материал и выход из него, при лазерной обработке – включения лазера в начале линии (вектора) и выключение в конце.
Применяется при нанесении несложных рисунков и узоров, но наиболее часто – при резке и раскрое материалов.
Тот же рисунок, нанесенный векторным способом.
ВЕКТОР С ЗАПОЛНЕНИЕМ в дополненние к замкнутым векторам они могут быть заполнены штриховкой, горизонтальной, вертикальной диагональной или фигурной с заданной плотностью линий.
ПОЛУТОН, полутоновой - способ нанесения яркостной составляющей изображения. Способ при котором каждый пиксел изображения (каждая точка изображения) имеет свою яркость(глубину). Полутоновой способ применяется чаще при растровом методе нанесения изображения (фотографий и рисунков).
Применяется только в тех случаях, когда материал заготовки темнеет пропорционально яркости(мощности) лазера. К сожалению, таких материалов в природе пока не найдено, по крайней мере среди тех, которыми пользуются мастеровые, поэтому чаще всего способ заменяется «псевдополутоновым»
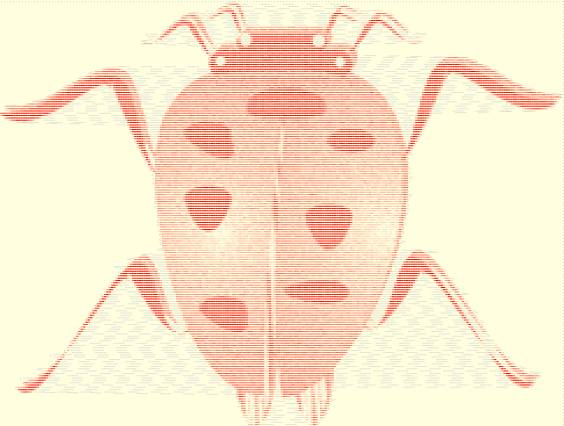
Изображение в полутоновом виде.
ПСЕВДОПОЛУТОН, псевдополутоновой(в простонародье –точечный) способ. Изображение наносится микроточками, причем плотности нанесения точек соответствует яркость пиксела. Чем плотнее нанесены точки, тем чернее пиксел, и наоборот, там где точек нет - пиксел является светлым.
Достигается это специальными алгоритмами обработки изображений, наиболее часто применяется алгоритм Jarvis(Джарвис) суть которого сводится в сравнении цифровой яркости каждого очередного пиксела (при растровой обработке) с порогом и определение «белый» он, или «черный», при этом разница между истинным значением яркости и порогом учитывается в следующих пиксела, которые обрабатываются аналогичным образом.
Этот метод очень важен и является основным при работе с такими материалами как кожа, картон, резина. Причина проста, эти материалы имеют только 2 состояния: сгоревшее(почерневшее) и не сгоревшее(светлое), и естественно, ни о каком полутоновом изображении при работе с этими материалами речи быть не может.
Изображение нанесенное псевдополутоном с качеством всего 5 линий на миллиметр.
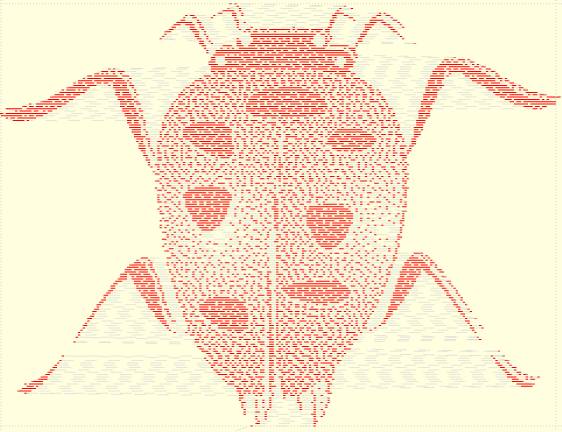
А здесь, то же изображение, нанесенное псевдополутоном с качеством 15 линий на миллиметр.
Исходное качество рисунка.

Как видно псевдополутоновое изображение достаточно качественно передает изображение, несмотря на то, что оно наносится микроточками. Кстати, такой же псевдополутоновой способ печати использовался и используется в матричных и лазерных принтерах. В матричных принтерах можно было распечатать изображение с качеством именно 4-5 линий на миллиметр, а в бытовых и офисных лазерных принтерах обычное качество считается 12-25 точек на миллиметр.
БЛОК (ПЛАТА) УПРАВЛЕНИЯ электронное устройство, управляющее станком под воздестствием компьютера, автономного пульта или включающая в себя автономный пульт.
Вариантов очень много, основное различие заключается в том, под работу с какой программой сделано это устройство.
Плата управления станками LaserPiro
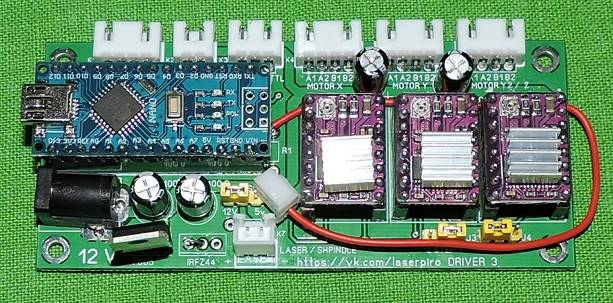
Плата управления китайских консольных станков.
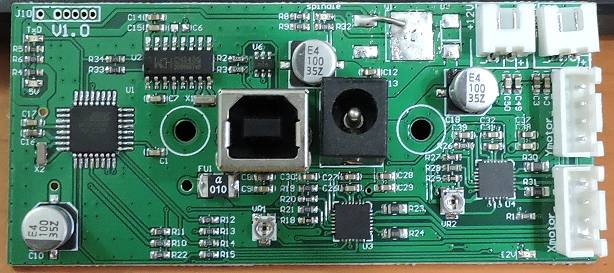
Плата управления лазерным гравером СО2

TTL - аббревиатура Transistor-transistor logiс — транзисторно-транзисторная логика. Прежде всего термин означает уровни напряжения сигналов, посредством которых передается сигнал 0 или 1. Сигнал соответствующий 1 имеет уровень напряжения выше 2,4 вольта, сигнал соответствующий уровню 0 – должен иметь уровень близкий к 0 вольт.
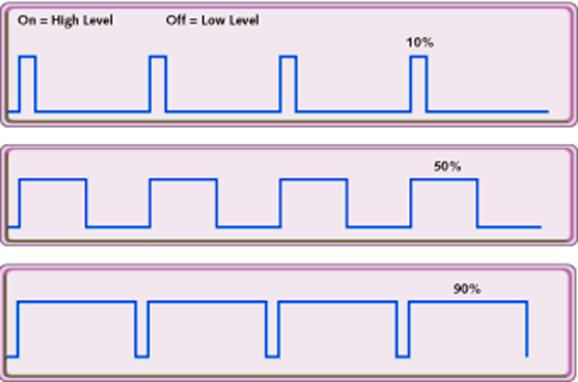
PWM(ШИМ) – широтно-импульсная модуляция сигнала. Если лазер включить на 1 секунду и затем на 1 секунду выключить, то усредненная его мощность за эти 2 секунды будет равна только половине мощности лазера и работа, совершенная лазером будет в 2 раза меньше, чем если бы лазер горел постоянно. Именно для того чтобы изменять совершаемую лазером работу применяют включение и выключение лазера на разные промежутки времени. Причем частота включений выключений может достигать нескольких мегагерц, а длительность импульса включения от долей пикосекунд до постоянного включения. Но в лазерах для гравировки и выжигания частота включения/выключения ограничена 15-30 тысяч раз в секунду, а длительность импульса может быть от нескольких микросекунд. Чем меньше длительность включения лазера, тем меньше совершаемая им работа и тем меньше усредненная(средняя) мощность.
Чаще всего включение\выключение лазера осуществляется как раз TTL уровнями сигналов 1 и 0, из-за чего существует путаница в понятиях (PWM) ШИМ и TTL.
На рисунке показана средняя мощность лазера при разных соотношениях длительностей включения\ выключения лазера.
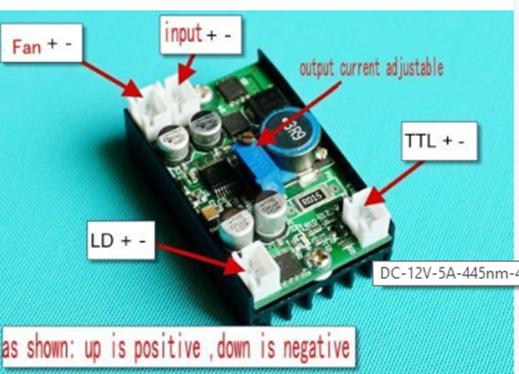
ДРАЙВЕР ЛАЗЕРА - физическое устройство(плата) осуществляющее снижение и стабилизацию напряжения питания до уровня, необходимого для питания диода, стабилизацию тока лазерного диода, а также управление включением/выключением или яркостью лазерного диода.
Драйвера различаются на неуправляемые(встроенные в модуль лазерного диода), драйверы с TTL(PWM, ШИМ) управлением, они управляют включением\выключением лазера и драйверы с аналоговым управлением, они управляют яркостью(мощностью) лазера.
Драйверы c TTL различаются максимальной частотой включения выключения, чем она выше, тем лучше для выжигания.
Неуправляемые(встроенные) драйверы или драйверы с малой частотой включения\выключения непригодны для псевдополутонового выжигания
Драйверы с аналоговым управлением различаются по амплитуде напряжения управления, обычно 5-10 вольт и могут быть применены в выжигателях.
Типовой драйвер с TTL.
МОЩНОСТЬ лазера. Величина, определяющая, насколько быстро будет работать лазер. Существующие на сегодня лазеры синего цвета имеют среднюю оптическую мощность до 7 ватт, к сожалению, продавцы часто «путают» мощность и указывают подводимую, а не оптическую мощность, например, постоянно грешат этим продавцы продукции NeJe, как мини станков этой фирмы, так и отдельных лазеров, у них можно встретить и 20-ти ваттные лазеры. Часто мощность лазера завышают совсем нескромно, до 40-ка, 80-и и даже до 130 ватт. НА самом деле это маркетинговая уловка, мощность соответственно равно 5 ватт, 10 Ватт(два диода со сложением лучей) и 20 ватт(4 диода со сложением лучей).
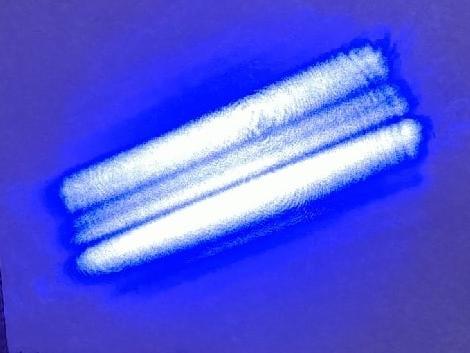
От мощности лазера будет зависеть, будет ли ваш лазер работать как выжигатель или может резать материалы. Лазеры большой мощности, не имеющие специального конденсора плохо работают при выжигании небольших картин и портретов, где требуется большое разрешение и высокое качество. Связано это со строением самого лазерного диода, дополнительные излучающие элементы которого выстроены в одну линию и чем больше его мощность, тем шире его луч и меньше достижимое разрешение.
Оптимальным по качеству выжигания являются фиолетовые и синие лазеры мощностью до 2,5 ватт. А для резки материалов,наоборот, чем мощнее, тем лучше, тем быстрее будет резать лазер.
Форма пятна разных лазеров.

ДЕГРАДАЦИЯ ЛАЗЕРА - неисправность лазерного диода, при котором не работают один, несколько или все сегменты лазерного диода. Мощность лазера снижается, вплоть до полной потери свойств.
КОНДЕНСОР. Линза или объектив лазера. Бывают пластмассовые, стеклянные, трехслойные, просветленные и т.д. Чем больше мощность лазера, тем более качественной должен быть конденсор. Для ликвидации прямоугольности луча света(как на рисунке выше) применяются специальные конденсоры, сужающие луч по длинной стороне до квадратного сечения. Пластмассовые линзы желательно не применять.

ФОКУСИРОВКА - Юстировка объектива лазера или изменение расстояния от лазера до заготовки таким образом, чтобы поверхность заготовки находилась в самой тонкой зоне луча лазера, в зоне рабочей дистанции. Осуществляется визуально или по шаблону.
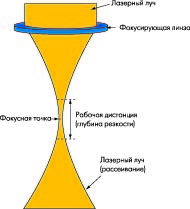

Рассмотрите рисунки и определите, наиболее важные случаи для вашей работы.
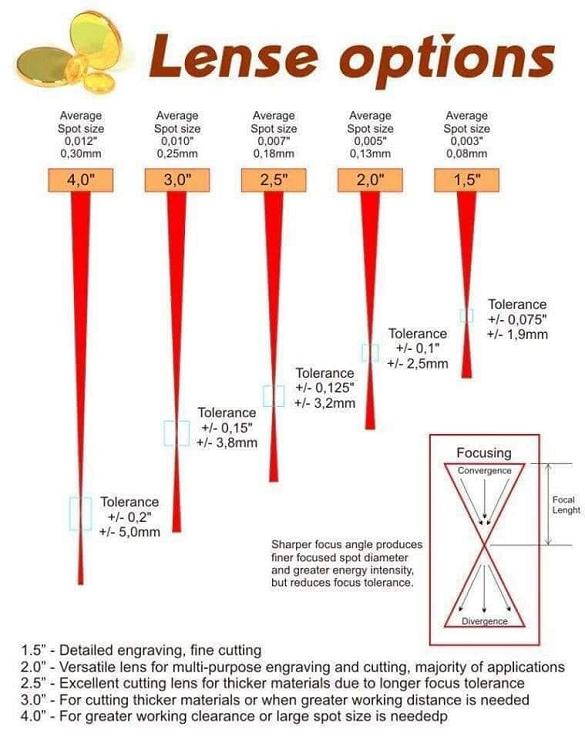
ГЛУБИНА РЕЗКОСТИ. Зона луча в пределах которой диаметр луча не превышает заданного(допустимого).
Чем больше фокусное расстояние линзы, тем больше глубина резкости, но вместе с тем и шире луч лазера в точке фокусировки.
На этом рисунке показана глубина резкости разных линз для станка СО2, для диодных станков с регулируемым фокусом картина аналогична.
ПРОГРАММЫВЫЖИГАНИЯ, программы, предназначенные для преобразования рисунков, чертежей и графиков в систему команд управления станком и передачи этих команд в контроллер станка. Самые распространенные на 2020 год в России программы: LaserGRBL https://lasergrbl.com и RIBS https://sites.google.com/site/nikromsoft/ribs Если первая программа предназначена для лазерных станков, то RIBS может работать и с нихромовыми и с воздушными рабочими инструментами. LaserGRBL может создавать управляющие программы для станков других типов, т.к. поддерживает стандарт работы с G-кодом, RIBS управляет станком непосредственно, без G-кодов. LaserGRBL - условно бесплатная программа.
УПРРАВЛЯЮЩАЯ ПРОГРАММА, программа, созданная на основе рисунка или чертежа и предназначенная для выжигания. гравировки или резки только этого рисунка или чертежа. Управляющая программа в G-кодах может использоваться на множестве типов станков.
С управляющими программами работают только малые станки, граверы и резаки на СО2 управляются непосредственно из программ, например COREL DRAW.
АВТОНОМНЫЙ ПУЛЬТ (КОНТРОЛЛЕР) почти полноценная замена компьютеру при выжигании. Соединяется со станком, управляет им, читая данные в G-коде с флэш-карты.
Статья не окончена, предлагайте термины, требующие пояснения.
Н.И. Филенко.
https://vk.com/trud0golik https://vk.com/laserpiro